
















Εισαγωγή
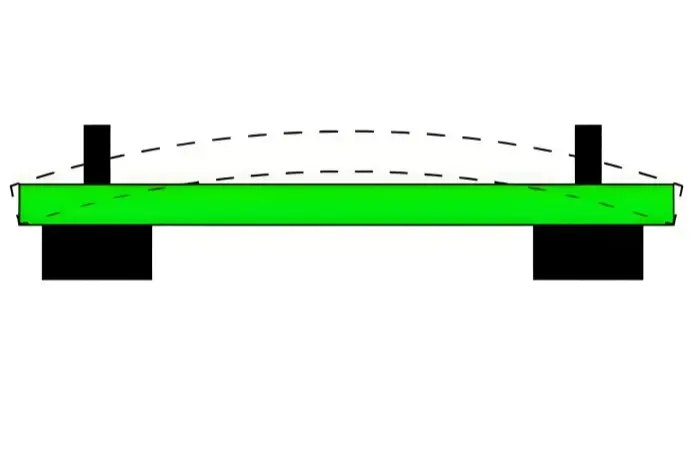
Όταν μια πλακέτα τυπωμένου κυκλώματος (PCB) περνάει από συγκόλληση επαναρροής, συχνά κάμπτεται ή στρεβλώνεται. Εάν το πρόβλημα είναι σοβαρό, τα εξαρτήματα μπορεί να ανασηκωθούν, οι ενώσεις συγκόλλησης μπορεί να αποτύχουν ή τα εξαρτήματα μπορεί να σταθούν στην άκρη. Αυτό το άρθρο εξηγεί αρχικά τους κινδύνους της στρέβλωσης της PCB. Στη συνέχεια, εξετάζει τις κύριες αιτίες της στρέβλωσης. Τέλος, παραθέτει πρακτικούς τρόπους για τη μείωση ή την πρόληψη της στρέβλωσης. Διαβάστε παρακάτω για σαφή, απλά βήματα και λόγους.
Οι κίνδυνοι της στρέβλωσης PCB
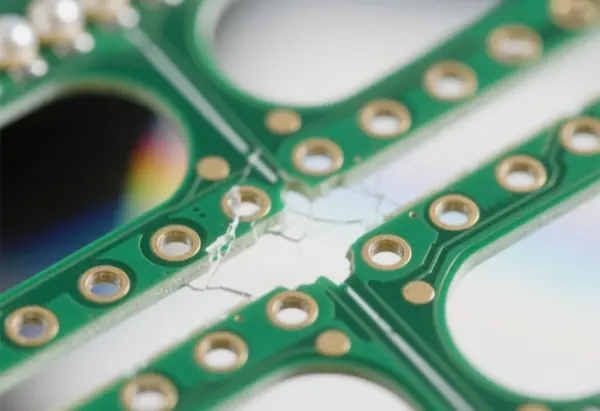
Εάν μια πλακέτα δεν είναι επίπεδη σε μια αυτοματοποιημένη γραμμή επιφανειακής τοποθέτησης, η μηχανή ενδέχεται να μην τοποθετήσει τα εξαρτήματα στο σωστό σημείο. Τα εξαρτήματα ενδέχεται να μην μπουν σε οπές ή να προσγειωθούν σε μαξιλαράκια SMD. Σε ορισμένες περιπτώσεις, το μηχάνημα αυτόματης τοποθέτησης μπορεί να υποστεί ζημιά. Μετά την τοποθέτηση και συγκόλληση των εξαρτημάτων, μια στρεβλωμένη πλακέτα δυσκολεύει την καθαρή αποκοπή των καλωδίων. Η πλακέτα μπορεί να μην χωράει στο περίβλημα ή να μην μπαίνει στις υποδοχές. Έτσι, τα καταστήματα συναρμολόγησης θεωρούν την παραμόρφωση μεγάλο πρόβλημα.
Η τεχνολογία επιφανειακής τοποθέτησης (SMT) κινείται προς την κατεύθυνση της μεγαλύτερης ακρίβειας, της μεγαλύτερης ταχύτητας και της μεγαλύτερης αυτοματοποίησης. Αυτό αυξάνει την ανάγκη επιπεδότητας για τα PCB. Η επιπεδότητα έχει σημασία επειδή τα σύγχρονα μηχανήματα αναμένουν η πλακέτα να είναι σταθερή και ακριβής κατά την τοποθέτηση και την συγκόλληση.
Πρακτικά, τα πρότυπα IPC λένε ότι η μέγιστη επιτρεπόμενη στρέβλωση για πλακέτες με διατάξεις επιφανειακής τοποθέτησης είναι 0,75%. Για πλακέτες χωρίς συσκευές επιφανειακής τοποθέτησης, το όριο είναι 1,5%. Ορισμένες εταιρείες θέτουν αυστηρότερα όρια για να ανταποκριθούν στη συναρμολόγηση υψηλής ταχύτητας και ακρίβειας. Για παράδειγμα, ορισμένοι πελάτες ζητούν μέγιστη παραμόρφωση 0,5% ή ακόμη και 0,3%.
Τι προκαλεί στρέβλωση PCB
Μια πλακέτα PCB κατασκευάζεται από διάφορα υλικά, όπως φύλλο χαλκού, ρητίνη και ίνες γυαλιού. Αυτά τα υλικά δρουν διαφορετικά υπό συνθήκες θερμότητας και καταπόνησης. Όταν πιέζονται και σκληρύνονται μεταξύ τους, η εναπομείνασα θερμική καταπόνηση μπορεί να προκαλέσει στρέβλωση. Επιπλέον, η κατασκευή PCB έχει πολλά στάδια που προσθέτουν θερμότητα και μηχανικό φορτίο. Αυτά τα βήματα περιλαμβάνουν την πλαστικοποίηση, τη διάτρηση, την κοπή, το ψήσιμο και τη συγκόλληση. Όλα αυτά μπορούν να αλλάξουν το σχήμα της πλακέτας. Επειδή πολλοί παράγοντες μπορούν να προκαλέσουν στρέβλωση, η εύρεση της κύριας αιτίας είναι συχνά δύσκολη.
Ανομοιόμορφη περιοχή χαλκού
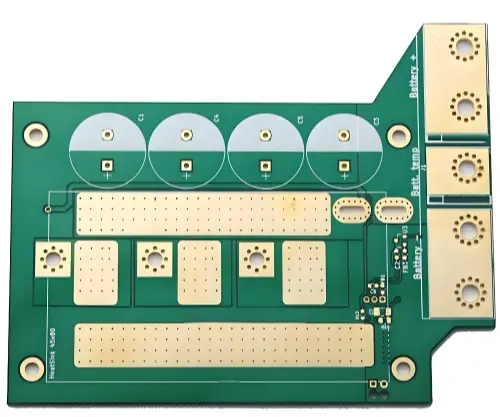
Μεγάλες περιοχές χαλκού χρησιμοποιούνται συχνά για επίπεδα γείωσης ή ισχύος. Εάν αυτές οι μεγάλες περιοχές χαλκού δεν είναι ομοιόμορφα κατανεμημένες στην πλακέτα, η απορρόφηση και η απελευθέρωση θερμότητας θα είναι ανομοιόμορφη. Όταν η πλακέτα θερμαίνεται και ψύχεται, τα τμήματα της πλακέτας διαστέλλονται και συρρικνώνονται με διαφορετικούς ρυθμούς. Αυτή η άνιση διαστολή δημιουργεί τάσεις και μπορεί να προκαλέσει στρέβλωση της πλακέτας. Εάν η πλακέτα φτάσει τη θερμοκρασία υαλώδους μετάπτωσης (Tg), το υλικό μαλακώνει και μπορεί να λάβει μόνιμη αλλαγή σχήματος.
Vias και δεσμοί στρώματος
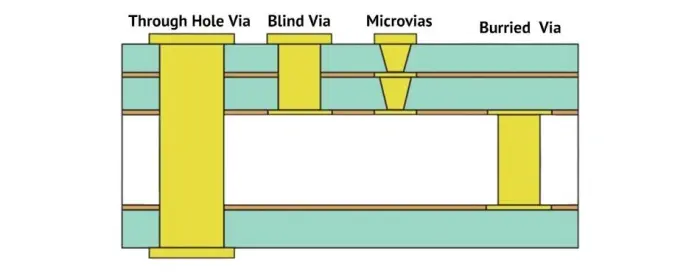
Τα περισσότερα σύγχρονα PCB είναι πολυστρωματικά. Τα στρώματα ενώνονται με vias. Τα vias διακρίνονται σε τρεις τύπους: διαμπερείς οπές, τυφλά vias και θαμμένα vias. Όπου τα vias συνδέουν τα στρώματα μεταξύ τους, περιορίζουν τον τρόπο με τον οποίο η πλακέτα μπορεί να διαστέλλεται και να συστέλλεται. Αυτός ο περιορισμός μπορεί να προκαλέσει τοπικές τάσεις και να κάνει ολόκληρη την πλακέτα να λυγίσει ή να παραμορφωθεί.
Βάρος πλακέτας και βάρος εξαρτημάτων
Οι φούρνοι ροής συχνά μετακινούν τα PCB σε αλυσίδες που στηρίζουν την πλακέτα στα άκρα. Εάν η πλακέτα έχει πολύ βαριά εξαρτήματα ή είναι πολύ μεγάλη, το ίδιο της το βάρος μπορεί να κάνει το κέντρο να κρεμάσει. Αυτή η χαλάρωση οδηγεί σε τόξο ή κάμψη κατά τη θέρμανση και μπορεί να παραμείνει μετά την ψύξη.

Βάθος V-Cut και σχεδιασμός καρτελών σε πάνελ
Το V-Cut είναι μια μέθοδος για το διαχωρισμό των πλακετών σε ένα πάνελ. Το V-Cut μειώνει τη δομική αντοχή του πάνελ. Οι κομμένες περιοχές είναι αδύναμες και μπορούν να στρεβλωθούν πιο εύκολα. Οι βαθιές τομές V-Cut ή πολλές τομές V-Cut σε ένα πάνελ αυξάνουν τον κίνδυνο στρέβλωσης κατά την επεξεργασία.
Διαφορές υλικού και στοίβαξης
Ένα PCB αποτελείται από πυρήνες, prepregs και εξωτερικά φύλλα χαλκού. Κατά τη διάρκεια της πλαστικοποίησης, οι πυρήνες και τα φύλλα θερμαίνονται και ενδέχεται να παραμορφωθούν. Το μέγεθος της μεταβολής εξαρτάται από τον συντελεστή θερμικής διαστολής (CTE) κάθε υλικού.
Το φύλλο χαλκού και το βασικό υλικό FR-4 έχουν διαφορετικές τιμές CTE. Για το FR-4, η CTE του άξονα Z κάτω από το Tg είναι διαφορετική από την CTE πάνω από το Tg. Πάνω από το Tg, η ρητίνη μαλακώνει και η διαστολή μπορεί να είναι πολύ μεγαλύτερη. Τα υλικά με υψηλό Tg αλλάζουν λιγότερο σε υψηλή θερμοκρασία και διατηρούν καλύτερα το σχήμα τους.
Όταν διαφορετικοί πυρήνες έχουν διαφορετικά σχέδια χαλκού, πάχος ή υλικά, διαστέλλονται κατά διαφορετικά ποσά κατά τη διάρκεια της πλαστικοποίησης. Εάν δύο πυρήνες με πολύ διαφορετικά CTE συγκολληθούν με prepreg και σκληρυνθούν, η πλακέτα μπορεί να κλειδώσει σε άνισες τάσεις. Όταν η πλακέτα ψύχεται, οι διαφορές αυτές προκαλούν κάμψη της πλακέτας προς την πλευρά που συρρικνώθηκε λιγότερο.
Θερμικός κύκλος κατά τη διάρκεια της πλαστικοποίησης
Κατά τη διάρκεια της πλαστικοποίησης, η θερμοκρασία αυξάνεται και το prepreg ρέει, γεμίζει τα χάλκινα σχέδια και στη συνέχεια σκληραίνει. Ενώ το prepreg είναι ακόμα μαλακό, οι πυρήνες μπορούν να επεκταθούν ελεύθερα. Αλλά μετά τη σκλήρυνση, τα στρώματα είναι κολλημένα μεταξύ τους. Εάν οι πυρήνες είχαν διασταλεί σε διαφορετικές ποσότητες, η σκληρυμένη συναρμολόγηση διατηρεί αυτή την αναντιστοιχία. Όταν η πλακέτα κρυώσει, τα αναντίστοιχα ποσοστά συρρίκνωσης παραμένουν και προκαλούν μόνιμη παραμόρφωση.
Βήματα κατασκευής που προσθέτουν άγχος
Τα στάδια της διαδικασίας PCB προσθέτουν τόσο θερμική όσο και μηχανική καταπόνηση. Η θερμική καταπόνηση προέρχεται κυρίως από την πλαστικοποίηση. Η μηχανική καταπόνηση προέρχεται από τη στοίβαξη, το χειρισμό και το ψήσιμο. Τα σημαντικά σημεία της διαδικασίας περιλαμβάνουν:
- Εισερχόμενο έλασμα με επένδυση χαλκού: αλλά η πρέσα έχει διαφορές θερμοκρασίας σε όλη την πλάκα. Αυτές οι τοπικές διαφορές μπορούν να δημιουργήσουν μικρές τοπικές τάσεις που εμφανίζονται αργότερα.
- Επικάλυψη: Αυτή είναι η κύρια πηγή θερμικής καταπόνησης. Σε μια στοίβαση PCB, τα μοτίβα των στρώσεων ποικίλλουν, το ίδιο και οι ποσότητες prepreg. Αυτές οι διαφορές καθιστούν τη θερμική καταπόνηση υψηλότερη και πιο δύσκολη στην απομάκρυνσή της. Κατά τη διάρκεια του τρυπήματος, της δρομολόγησης και του ψησίματος, η αποθηκευμένη τάση μπορεί να απελευθερωθεί και να προκαλέσει στρέβλωση της πλακέτας.
- Μάσκα συγκόλλησης και ψήσιμο θρύλου: Σκληραίνει γύρω στους 150°C. Αυτή η θερμοκρασία μπορεί να είναι πάνω από την Tg των υλικών χαμηλής έως μεσαίας Tg και να κάνει την πλακέτα πιο εύκαμπτη. Ενώ οι πλακέτες βρίσκονται σε ράφια στο φούρνο ή υπό ροή αέρα, μπορούν να λυγίσουν υπό το βάρος τους ή τον αέρα του φούρνου. Αυτό προσθέτει στρέβλωση.
- Ισοπέδωση με συγκόλληση θερμού αέρα (HASL): Η HASL είναι μια ταχεία θερμική εκδήλωση. Η τυπική θερμοκρασία του δοχείου συγκόλλησης είναι υψηλή και η πλακέτα περνάει από τη θερμοκρασία δωματίου στην υψηλή θερμότητα και στη συνέχεια πλένεται και ψύχεται. Ο γρήγορος κύκλος θερμότητας και ψύξης προσθέτει θερμική καταπόνηση και μπορεί να προκαλέσει μικροπαραμόρφωση και μεγαλύτερη στρέβλωση.
- Αποθήκευση και χειρισμός: Συχνά οι πλάκες αποθηκεύονται κάθετα σε ράφια. Εάν τα ράφια είναι πολύ στενά ή οι σανίδες στοιβάζονται, μπορεί να λυγίσουν από μηχανική δύναμη. Οι λεπτές σανίδες κάτω των 2,0 mm επηρεάζονται περισσότερο.
Πώς να μειώσετε τη στρέβλωση PCB
Παρακάτω παρουσιάζονται πρακτικές μέθοδοι για τη μείωση των στρεβλώσεων κατά την παραγωγή και συναρμολόγηση PCB.
1. Μείωση της θερμοκρασίας και αργή θέρμανση/ψύξη
Επειδή η θερμοκρασία είναι η κύρια πηγή καταπόνησης, η μείωση της θερμοκρασίας του φούρνου ή η επιβράδυνση του ρυθμού θέρμανσης και ψύξης κατά τη διαδικασία επαναπλήρωσης βοηθά. Εάν η πλακέτα θερμαίνεται και ψύχεται πιο αργά, η καταπόνηση από τη θερμική διαστολή είναι μικρότερη και η στρέβλωση είναι λιγότερο πιθανή. Σημειώστε ότι η αλλαγή του προφίλ θερμοκρασίας μπορεί να επηρεάσει την ποιότητα της συγκόλλησης ή το χρόνο του κύκλου, οπότε ελέγξτε για παρενέργειες.
2. Χρήση υλικών με υψηλό Tg
Tg είναι η θερμοκρασία υαλώδους μετάβασης. Πάνω από την Tg το υλικό μαλακώνει και γίνεται σαν καουτσούκ. Τα υλικά με χαμηλή Tg μαλακώνουν γρηγορότερα και για μεγαλύτερο χρονικό διάστημα κατά την επαναπλήρωση. Η χρήση υλικού βάσης με υψηλότερη Tg αυξάνει την αντίσταση της πλακέτας στην παραμόρφωση υπό θερμότητα. Τα υλικά με υψηλή Tg κοστίζουν περισσότερο, αλλά βοηθούν στην αποφυγή στρεβλώσεων και άλλων προβλημάτων που σχετίζονται με τη θερμότητα. Τα υλικά με υψηλό Tg χρησιμοποιούνται συνήθως σε διεργασίες χωρίς μόλυβδο.
3. Αύξηση του πάχους του σκάφους
Πολλά καταναλωτικά προϊόντα στοχεύουν σε λεπτά, ελαφριά PCB. Οι πλακέτες που είναι τόσο λεπτές όσο 1,0 mm, 0,8 mm ή 0,6 mm είναι πλέον συνηθισμένες. Οι λεπτές πλακέτες είναι πιο δύσκολο να διατηρηθούν επίπεδες κατά τη διάρκεια της επαναπλήρωσης. Εάν το προϊόν το επιτρέπει, χρησιμοποιήστε ένα τυπικό πάχος πλακέτας 1,6 mm. Οι παχύτερες πλακέτες αντιστέκονται στην κάμψη και τη χαλάρωση και μειώνουν τον κίνδυνο στρέβλωσης.
4. Μείωση του μεγέθους της πλακέτας και του αριθμού των πάνελ
Επειδή οι φούρνοι επανασυγκόλλησης συχνά υποστηρίζουν την πλακέτα στις άκρες, οι μεγαλύτερες πλακέτες μπορεί να κρεμάσουν κάτω από το βάρος τους. Για μεγάλες πλακέτες, προσπαθήστε να προσανατολίσετε τη μεγάλη άκρη κατά μήκος της αλυσίδας στήριξης, ώστε να μειωθεί η χαλάρωση. Επίσης, χρησιμοποιήστε λιγότερες πλακέτες ανά πάνελ όταν είναι δυνατόν. Κάντε τη σανίδα να περάσει μέσα από το φούρνο με τη στενή άκρη προς τα εμπρός για να μειώσετε τη χαλάρωση.
5. Χρήση μεταφορέων ή δίσκων επαναρροής
Εάν οι άλλες μέθοδοι δεν επαρκούν, χρησιμοποιήστε φορείς επαναφοράς ή πρότυπα. Ένας φορέας συγκρατεί την πλακέτα επίπεδη κατά τη διάρκεια της θέρμανσης και της ψύξης. Ο φορέας εμποδίζει την πλακέτα να μετακινηθεί έως ότου η πλακέτα κρυώσει κάτω από την Tg και ανακτήσει τη δυσκαμψία της. Εάν ο φορέας μιας πλευράς δεν είναι αρκετός, χρησιμοποιήστε έναν φορέα δύο τεμαχίων που σφίγγει την πλακέτα μεταξύ της πάνω και της κάτω πλάκας. Οι φορείς κοστίζουν χρήματα και απαιτούν επιπλέον χρόνο χειρισμού, αλλά μειώνουν καλά την παραμόρφωση.
6. Αντικαταστήστε το V-Cut με Routed Tabs ή “Mouse Bites”
Δεδομένου ότι το V-Cut μπορεί να αποδυναμώσει ένα πάνελ, μειώστε το βάθος των V-Cuts ή χρησιμοποιήστε συμπαγείς γλωττίδες ή φρεζαρισμένες ράγες. Οι συμπαγείς γλωττίδες ή οι διάτρητες οπές διατηρούν την αντοχή του πάνελ σε υψηλά επίπεδα και μειώνουν τον κίνδυνο στρέβλωσης. Όταν πρέπει να χρησιμοποιηθεί το V-Cut, διατηρήστε τις κοπές ρηχές και αφήστε αρκετό πλαίσιο πάνελ για να στηρίξετε την πλακέτα.
7. Επιλέξτε προσεκτικά τα υλικά και σχεδιάστε συμμετρία
Επιλέξτε υλικά βάσης που έχουν παρόμοιο CTE και ταιριάζουν με τις ανάγκες της διεργασίας. Σχεδιάστε τα μοτίβα χαλκού ώστε να είναι όσο το δυνατόν συμμετρικά μεταξύ πάνω και κάτω και μεταξύ των στρωμάτων. Αποφύγετε μεγάλες μη ισορροπημένες χύτευσης χαλκού στη μία πλευρά ενώ η άλλη πλευρά είναι αραιή. Χρησιμοποιήστε διασπάσεις εσωτερικών επιπέδων ή θερμικά ανάγλυφα για την εξισορρόπηση της κατανομής χαλκού, όταν αυτό είναι δυνατόν.
8. Χρησιμοποιήστε συμμετρικές ή μελετημένες στοίβες
Η συμμετρική στοίβαξη (στρώση σαν καθρέφτης) μειώνει την ανισορροπία και μειώνει την παραμόρφωση. Εάν απαιτείται ασύμμετρη στοίβαξη για ηλεκτρικούς λόγους, προσπαθήστε να σχεδιάσετε τη σειρά των στρώσεων έτσι ώστε η συνολική δομή να παραμένει ισορροπημένη. Όταν τα υλικά του πυρήνα διαφέρουν, η διαστρωμάτωση και η τοποθέτηση της πλακέτας του εργαλείου στη στοίβα πλαστικοποίησης μπορούν να προσαρμοστούν ώστε να μειωθεί η καταπόνηση.
9. Βελτιστοποίηση των παραμέτρων πλαστικοποίησης
Οι ρυθμίσεις πλαστικοποίησης έχουν σημασία: το προφίλ θερμοκρασίας της πρέσας, ο χρόνος συγκράτησης και ο έλεγχος ψύξης επηρεάζουν την καταπόνηση. Χρησιμοποιήστε πρέσες που μπορούν να ελέγχουν την ψύξη στο τέλος του θερμού κύκλου. Μια θερμή πρέσα με ενσωματωμένη ψύξη είναι καλύτερη από μια θερμή πρέσα που μεταφέρει γρήγορα τη στοίβα σε ψυχρή πρέσα. Επίσης, χρησιμοποιήστε συμμετρική στοίβαξη των πλακών εργαλείων και των ρυθμιστικών υλικών γύρω από τη στοίβα των PCB κατά τη διάρκεια της πλαστικοποίησης.
Για πίνακες που πρέπει να χρησιμοποιούν μη τυποποιημένα υλικά ή ασύμμετρες δομές, δοκιμάστε την ασύμμετρη στοίβαξη στην πρέσα. Η ιδέα είναι να τοποθετήσετε ρυθμιστικά υλικά ή πλάκες εργαλείων με τρόπο που να εξισορροπεί τη ροή θερμότητας, ώστε και οι δύο πλευρές να θερμαίνονται και να ψύχονται με αντίστοιχες ταχύτητες. Αυτό μπορεί να μειώσει το φαινόμενο της αναντιστοιχίας CTE. Τα βήματα σκλήρυνσης μετά την πλαστικοποίηση ή μετά το ψήσιμο βοηθούν επίσης στη σταθεροποίηση της πλακέτας.
10. Αποφύγετε τα λάθη στο ράφι του φούρνου και ελέγξτε τη ροή ψησίματος
Όταν ψήνετε μάσκες συγκόλλησης ή μελάνια θρύλου, μην στοιβάζετε πλακέτες με τρόπο που να αφήνετε τις χαμηλότερες πλακέτες να λυγίζουν υπό το βάρος. Βεβαιωθείτε ότι ο προσανατολισμός της πλακέτας στο φούρνο ταιριάζει με τη ροή του αέρα, ώστε ο αέρας να μην λυγίζει τις πλακέτες. Κατά την ισοπέδωση με θερμό αέρα, βεβαιωθείτε ότι η πλακέτα είναι τοποθετημένη επίπεδη και αφήνεται να κρυώσει τουλάχιστον 30 δευτερόλεπτα πριν από την πλύση με νερό για να αποφύγετε την απότομη ψύξη που προκαλεί θερμικό σοκ.
11. Διαχείριση αποθήκευσης και χειρισμού
Αποθηκεύστε τις σανίδες σε ράφια που δεν τις λυγίζουν. Αποφύγετε τη στοίβαξη πολλών ραφιών σε μικρούς χώρους όπου οι σανίδες πιέζονται μεταξύ τους. Χρησιμοποιήστε τις κατάλληλες αποστάσεις μεταξύ παλετών και ραφιών, ώστε οι σανίδες να μην συμπιέζονται και να μην παραμορφώνονται από την πλαστικότητα. Κάποια παραμόρφωση από την αποθήκευση μπορεί να μην εξαλειφθεί πλήρως με τα μεταγενέστερα στάδια ισοπέδωσης.
12. Επιπεδοποίηση πριν την αποστολή (τελική ισοπέδωση)
Οι περισσότεροι κατασκευαστές PCB εκτελούν ένα τελικό στάδιο ισοπέδωσης πριν από την αποστολή. Αυτό το βήμα μπορεί να είναι μηχανική ισοπέδωση ή θερμική ισοπέδωση υπό βάρος. Επειδή η μάσκα συγκόλλησης και οι επιφανειακές επιστρώσεις επηρεάζουν τον τρόπο λειτουργίας της θερμικής ισοπέδωσης, ελέγξτε προσεκτικά τη θερμοκρασία και το χρόνο ψησίματος. Για τις περισσότερες πλακέτες, η θέρμανση λίγο κάτω ή κοντά στην Tg και η χρήση βάρους κατά την ψύξη βοηθούν στην ισοπέδωση των πλακετών. Για υλικά με υψηλή Tg, μπορεί να χρειαστείτε υψηλότερες θερμοκρασίες, αλλά προσέξτε τα όρια του μελανιού και της επικάλυψης.
Η προσθήκη πίεσης κατά τη διάρκεια του ψησίματος και η επιβράδυνση του χρόνου ψύξης μετά το ψήσιμο βοηθούν στο φαινόμενο της ισοπέδωσης. Αυτές οι ρυθμίσεις πρέπει να ταιριάζουν με το υλικό και την επίστρωση της πλακέτας. Η τελική ισοπέδωση μπορεί να μειώσει σημαντικά τις στρεβλώσεις, αλλά δεν αποτελεί πλήρη διόρθωση εάν τα προηγούμενα στάδια της διαδικασίας προκάλεσαν μεγάλες ενσωματωμένες τάσεις.
Σημειώσεις παραγωγής και σχεδιασμού
Όταν η πλακέτα χρησιμοποιεί υλικό χαμηλής Τg, το ποσοστό ελαττωμάτων για στρέβλωση τείνει να είναι υψηλότερο από ό,τι για υλικό υψηλής Τg. Τα υλικά με υψηλό Τg συνήθως περιλαμβάνουν πληρωτικά υλικά και έχουν χαμηλότερο CTE από τους τύπους με χαμηλό Τg. Κατά τη διάρκεια της μεταγενέστερης επεξεργασίας, η συνήθης θερμοκρασία ψησίματος κοντά στους 150°C επηρεάζει περισσότερο τις πλακέτες με χαμηλό Tg.
Κατά το σχεδιασμό, αποφύγετε τη δομική ασυμμετρία, την ασυμμετρία υλικού και την ανομοιόμορφη διάταξη χαλκού. Αυτά τα ζητήματα σχεδιασμού αυξάνουν τον κίνδυνο στρέβλωσης. Επίσης, η πλαστικοποίηση πυρήνα προς πυρήνα (σύνδεση πολλαπλών πυρήνων απευθείας) οδηγεί συχνά σε πιο σύνθετη καταπόνηση από ό,τι η πλαστικοποίηση ενός πυρήνα με φύλλο χαλκού. Οι στοίβες πυρήνων με τρεις ή περισσότερους πυρήνες παρουσιάζουν υψηλότερο ποσοστό αστοχίας σε δοκιμές στρέβλωσης από ό,τι οι απλούστερες δομές.
Ο σχεδιασμός του πλαισίου του πίνακα επηρεάζει επίσης την παραμόρφωση. Ένα συνεχές μεγάλο χάλκινο πλαίσιο στην άκρη του πάνελ μπορεί να καταστήσει άκαμπτο ολόκληρο το πάνελ κατά τη διάρκεια της πλαστικοποίησης και να διατηρήσει τις τάσεις στη θέση τους. Αυτή η τάση μπορεί να απελευθερωθεί μετά τη δρομολόγηση και να κάνει τις μεμονωμένες πλακέτες να στρεβλώνονται περισσότερο. Ένα μη συνεχές πλαίσιο με κουκίδες χαλκού ή μπλοκ τείνει να απελευθερώνει την τάση σταδιακά και μπορεί να οδηγήσει σε μικρότερη στρέβλωση των μεμονωμένων πλακετών μετά τη δρομολόγηση.
Στρατηγική πλαστικοποίησης
Η πλαστικοποίηση είναι το κλειδί για τον έλεγχο της στρέβλωσης. Χρησιμοποιήστε την κατάλληλη επιλογή πρέσας, ορίστε τις σωστές παραμέτρους και σχεδιάστε τη διάταξη της στοίβας για να μειώσετε την καταπόνηση. Για συμμετρικές δομές, χρησιμοποιήστε συμμετρική στοίβα και συμμετρικές πλάκες εργαλείων. Μια θερμή πρέσα που ψύχει τη στοίβα μέσα στην πρέσα είναι καλύτερη από τη μετάβαση σε ξεχωριστή ψυχρή πρέσα. Η ψύξη ενώ το υλικό εξακολουθεί να υποστηρίζεται μειώνει την απελευθέρωση τάσεων που οδηγούν σε στρέβλωση.
Για ασύμμετρες πλακέτες που πρέπει να κατασκευαστούν, πειραματιστείτε με ασύμμετρη στοίβαξη εργαλείων και βήματα μετά τη σκλήρυνση. Η μέθοδος χρησιμοποιεί ρυθμιστικό υλικό τοποθετημένο με τρόπο που προκαλεί διαφορετική θέρμανση ή ψύξη των δύο επιφανειών της πλακέτας, ώστε η τελική συρρίκνωση να εξισορροπείται. Μετά την πλαστικοποίηση, η προσθήκη μιας δευτερεύουσας σκλήρυνσης ή ενός βήματος ισοπέδωσης και ο έλεγχος της ανοχής του πάχους της πλακέτας μπορεί να φέρει το εξάρτημα εντός των προδιαγραφών του πελάτη.
Άλλοι έλεγχοι διεργασιών
Πέρα από την πλαστικοποίηση, θυμηθείτε άλλα βήματα υψηλής θερμότητας, όπως η σκλήρυνση μάσκας συγκόλλησης, η σκλήρυνση θρύλου, η HASL και η επαναρροή. Αυτά τα βήματα θα πρέπει να ελέγχονται για να αποφεύγονται οι γρήγοροι κύκλοι θερμότητας και ψύξης που προκαλούν καταπόνηση. Χρησιμοποιήστε κατάλληλα προφίλ φούρνων, δώστε περισσότερο χρόνο για θέρμανση και ψύξη και αφήστε τις πλακέτες να ξεκουραστούν ή να κρυώσουν σε επίπεδες επιφάνειες. Κατά την αποθήκευση, αποφύγετε τη στοίβαξη που λυγίζει τις πλακέτες.
Τελική ισοπέδωση και αποστολή
Πριν από την αποστολή, τα περισσότερα εργοστάσια ισοπεδώνουν τις σανίδες για να απομακρύνουν την παραμόρφωση που προκαλείται από τη διαδικασία. Η μηχανική ισοπέδωση ή η θερμική ισοπέδωση υπό βάρος βελτιώνει την επιπεδότητα. Για τα τυπικά υλικά, η θέρμανση για ισοπέδωση κοντά στους 140-150°C λειτουργεί καλά, επειδή βρίσκεται πάνω από την Tg πολλών τυποποιημένων πλακών. Για πλακέτες με υψηλή Τg, η έψηση αυτή είναι λιγότερο αποτελεσματική και μπορεί να αυξηθεί προσεκτικά. Χρησιμοποιήστε πίεση και μεγαλύτερο χρόνο ψύξης για να βελτιώσετε τα αποτελέσματα. Το στάδιο της ισοπέδωσης μπορεί να κάνει μεγάλη διαφορά στην τελική επιπεδότητα που βλέπει ο τελικός πελάτης.
Σύνοψη και πρακτικός κατάλογος ελέγχου
Η στρέβλωση είναι ένα συνηθισμένο πρόβλημα PCB. Προέρχεται από την αναντιστοιχία υλικών, τους θερμικούς κύκλους, το χειρισμό, τα βαριά εξαρτήματα και το σχεδιασμό του πίνακα. Για να μειώσετε τη στρέβλωση:
- Χρησιμοποιήστε υλικό υψηλής Τg όταν είναι δυνατόν.
- Διατηρήστε συμμετρικές στοίβες σανίδων όταν μπορείτε.
- Ισορροπία περιοχής χαλκού πάνω και κάτω.
- Χρησιμοποιήστε παχύτερες σανίδες αν το προϊόν το επιτρέπει.
- Μειώστε το μέγεθος του πίνακα ή περιορίστε τις πλακέτες ανά πίνακα.
- Προσανατολίστε τα πάνελ έτσι ώστε η μεγάλη άκρη να στηρίζεται στο φούρνο.
- Αργή θέρμανση και ψύξη σε φούρνους επαναφοράς και άλλους φούρνους.
- Για εύθραυστες ή μεγάλες πλακέτες χρησιμοποιήστε φορείς επαναρροής ή δίσκους δύο τεμαχίων.
- Αντικαταστήστε ή μειώστε τις βαθιές εγκοπές V με φρεζαρισμένες γλωττίδες ή σφραγισμένες οπές.
- Βελτιστοποιήστε τις ρυθμίσεις πλαστικοποίησης και χρησιμοποιήστε ολοκληρωμένες πρέσες ζεστού-ψυχρού τύπου όταν είναι δυνατόν.
- Αποφύγετε να στοιβάζετε σανίδες ή να τις συμπιέζετε κατά τη διάρκεια του ψησίματος.
- Προσθέστε ένα τελικό στάδιο ισοπέδωσης υπό ελεγχόμενη θερμότητα και πίεση.
Αν ακολουθήσετε αυτά τα βήματα κατά το σχεδιασμό και την παραγωγή, θα μειώσετε το ποσοστό στρέβλωσης και θα μειώσετε την επανεπεξεργασία και τις αποτυχίες συναρμολόγησης. Κάθε πλακέτα είναι διαφορετική, γι' αυτό εκτελέστε μικρές δοκιμές για νέες στοιβάξεις, υλικά ή σχήματα πάνελ πριν από την πλήρη παραγωγή. Αυτό απομακρύνει το ρίσκο από τις μαζικές εκτελέσεις και διατηρεί την ποιότητα σε υψηλά επίπεδα.
Σημειώσεις κλεισίματος
Αντιμετωπίστε τη στρέβλωση στο στάδιο του σχεδιασμού και κατά τον προγραμματισμό της διαδικασίας. Μικρές αλλαγές στη διάταξη χαλκού, στη στρατηγική επένδυσης ή στη σειρά πλαστικοποίησης μπορούν να έχουν μεγάλες επιπτώσεις. Εάν μια πλακέτα εξακολουθεί να στρεβλώνει, χρησιμοποιήστε φορείς, αυξήστε το πάχος ή αλλάξτε την ποιότητα του υλικού. Συνεργαστείτε με τους προμηθευτές πλακετών για να επιλέξετε μια συνδυασμένη προσέγγιση κανόνων σχεδιασμού και ελέγχων διεργασίας. Αυτό θα κάνει τις συναρμολογήσεις πιο αξιόπιστες και θα μειώσει το κόστος από αποτυχημένα εξαρτήματα και επανεπεξεργασία.

