
















Giới thiệu
Khi một bảng mạch in (PCB) trải qua quá trình hàn nóng chảy, nó thường bị uốn cong hoặc cong vênh. Nếu vấn đề nghiêm trọng, các linh kiện có thể bị bong ra, các mối hàn có thể bị hỏng hoặc các linh kiện có thể bị dựng đứng. Bài viết này trước tiên sẽ giải thích những rủi ro do hiện tượng cong vênh PCB gây ra. Tiếp theo, bài viết sẽ phân tích các nguyên nhân chính dẫn đến hiện tượng này. Cuối cùng, bài viết sẽ liệt kê các biện pháp thực tế để giảm thiểu hoặc ngăn ngừa hiện tượng cong vênh. Hãy tiếp tục đọc để tìm hiểu các bước thực hiện rõ ràng, đơn giản cùng những lý do cụ thể.
Những rủi ro do hiện tượng cong vênh của PCB
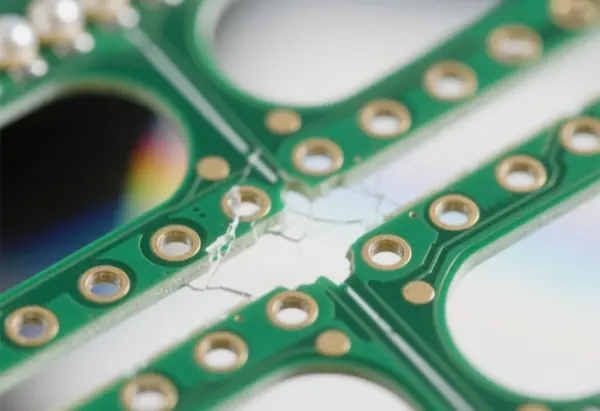
Nếu bảng mạch in (PCB) không phẳng trên dây chuyền lắp ráp bề mặt tự động, máy có thể không đặt linh kiện vào đúng vị trí. Linh kiện có thể không lọt vào lỗ hoặc không nằm đúng trên các điểm hàn SMD. Trong một số trường hợp, máy lắp ráp tự động có thể bị hư hỏng. Sau khi linh kiện được lắp ráp và hàn, bảng mạch bị cong vênh sẽ khiến việc cắt gọn các chân linh kiện trở nên khó khăn. Bảng mạch có thể không vừa với vỏ máy hoặc không cắm được vào các ổ cắm. Do đó, các xưởng lắp ráp coi hiện tượng cong vênh là một vấn đề nghiêm trọng.
Công nghệ lắp ráp bề mặt (SMT) đang ngày càng hướng tới độ chính xác cao hơn, tốc độ nhanh hơn và mức độ tự động hóa cao hơn. Điều này đặt ra yêu cầu cao hơn về độ phẳng của bảng mạch in (PCB). Độ phẳng là yếu tố quan trọng vì các máy móc hiện đại đòi hỏi bảng mạch phải ổn định và chính xác trong quá trình lắp đặt linh kiện và hàn.
Trên thực tế, các tiêu chuẩn IPC quy định độ cong tối đa cho phép đối với các bảng mạch có linh kiện gắn bề mặt là 0,75%. Đối với các bảng mạch không có linh kiện gắn bề mặt, giới hạn này là 1,5%. Một số công ty đặt ra các giới hạn nghiêm ngặt hơn để đáp ứng yêu cầu lắp ráp tốc độ cao và độ chính xác cao. Ví dụ, một số khách hàng yêu cầu độ cong tối đa là 0,5% hoặc thậm chí 0,3%.
Nguyên nhân gây ra hiện tượng cong vênh PCB
Một bảng mạch in (PCB) được chế tạo từ các vật liệu khác nhau, chẳng hạn như lá đồng, nhựa và sợi thủy tinh. Các vật liệu này có phản ứng khác nhau khi chịu nhiệt và áp lực. Khi chúng được ép và đóng rắn cùng nhau, ứng suất nhiệt còn sót lại có thể gây ra hiện tượng cong vênh. Ngoài ra, quy trình sản xuất PCB bao gồm nhiều công đoạn tạo ra nhiệt và tải trọng cơ học. Các công đoạn này bao gồm ép lớp, khoan lỗ, cắt, sấy và hàn. Tất cả các công đoạn này đều có thể làm thay đổi hình dạng của bảng mạch. Do có nhiều yếu tố có thể gây ra hiện tượng cong vênh, nên việc xác định nguyên nhân chính thường rất khó khăn.
Khu vực đồng không đồng đều
Các vùng đồng rộng thường được sử dụng làm lớp nối đất hoặc lớp cấp nguồn. Nếu các vùng đồng rộng này không được phân bố đều trên bảng mạch, quá trình hấp thụ và tỏa nhiệt sẽ không đồng đều. Khi bảng mạch nóng lên và nguội đi, các phần của bảng mạch sẽ giãn nở và co lại với tốc độ khác nhau. Sự giãn nở không đồng đều này tạo ra ứng suất và có thể khiến bảng mạch bị cong vênh. Nếu bảng mạch đạt đến nhiệt độ chuyển pha thủy tinh (Tg), vật liệu sẽ mềm đi và có thể bị biến dạng vĩnh viễn.
Đường dẫn và mối nối lớp
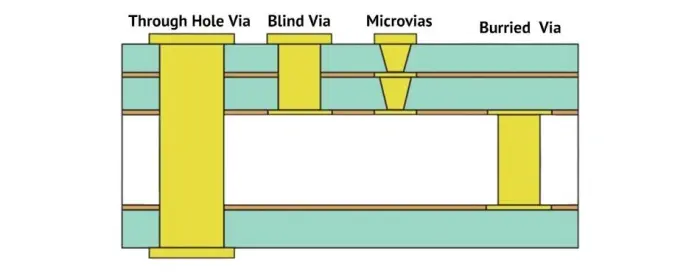
Hầu hết các bảng mạch in (PCB) hiện đại đều là loại nhiều lớp. Các lớp được nối với nhau bằng vias. Có ba loại lỗ vias: lỗ xuyên qua, lỗ vias mù và lỗ vias chìm. Khi các lỗ vias kết nối các lớp với nhau, chúng sẽ hạn chế khả năng giãn nở và co lại của bảng mạch. Sự hạn chế này có thể gây ra ứng suất cục bộ và khiến toàn bộ bảng mạch bị uốn cong hoặc cong vênh.
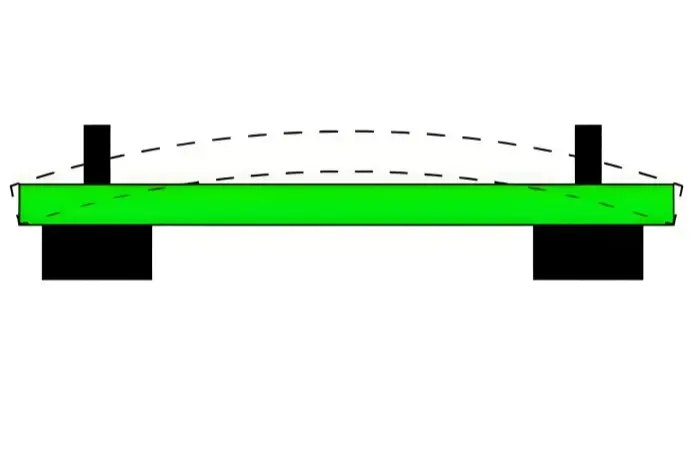
Trọng lượng bảng mạch và trọng lượng linh kiện
Lò hàn nóng chảy thường di chuyển các bảng mạch in (PCB) trên các dây chuyền có các thanh đỡ ở các cạnh của bảng mạch. Nếu bảng mạch có các linh kiện rất nặng hoặc kích thước rất lớn, chính trọng lượng của nó có thể khiến phần giữa bị võng xuống. Hiện tượng võng này dẫn đến việc bảng mạch bị cong hoặc uốn cong trong quá trình gia nhiệt và có thể vẫn còn sau khi làm mát.

Độ sâu rãnh chữ V và thiết kế mép gờ trên tấm panel
V-Cut là phương pháp dùng để tách các tấm ván trong một tấm panel. Phương pháp V-Cut làm giảm độ bền kết cấu của tấm panel. Các vùng bị cắt có độ bền thấp và dễ bị cong vênh hơn. Các vết cắt V-Cut sâu hoặc nhiều vết cắt V-Cut trên cùng một tấm panel sẽ làm tăng nguy cơ cong vênh trong quá trình gia công.
Sự khác biệt về vật liệu và cấu trúc lớp
Một bảng mạch in (PCB) được chế tạo từ các lớp lõi, vật liệu prepreg và các lớp lá đồng bên ngoài. Trong quá trình ép lớp, các lớp lõi và lá đồng sẽ nóng lên và có thể bị biến dạng. Mức độ biến dạng phụ thuộc vào hệ số giãn nở nhiệt (CTE) của từng loại vật liệu.
Lá đồng và vật liệu nền FR-4 có các giá trị hệ số giãn nở nhiệt (CTE) khác nhau. Đối với FR-4, hệ số giãn nở nhiệt theo trục Z dưới nhiệt độ chuyển pha (Tg) khác với hệ số giãn nở nhiệt trên nhiệt độ chuyển pha (Tg). Trên nhiệt độ chuyển pha (Tg), nhựa trở nên mềm hơn và độ giãn nở có thể lớn hơn nhiều. Các vật liệu có nhiệt độ chuyển pha cao (Tg) ít bị biến dạng hơn ở nhiệt độ cao và giữ hình dạng tốt hơn.
Khi các lõi khác nhau có các mẫu đồng, độ dày hoặc vật liệu khác nhau, chúng sẽ giãn nở với mức độ khác nhau trong quá trình ép lớp. Nếu hai lõi có hệ số giãn nở nhiệt (CTE) chênh lệch lớn được liên kết bằng vật liệu prepreg và được gia nhiệt, bảng mạch có thể bị kẹt trong trạng thái ứng suất không đồng đều. Khi bảng mạch nguội đi, những sự chênh lệch này sẽ khiến bảng mạch bị uốn cong về phía bên co lại ít hơn.
Quá trình thay đổi nhiệt độ trong quá trình ép màng
Trong quá trình ép lớp, nhiệt độ tăng lên khiến vật liệu prepreg chảy ra, lấp đầy các đường mạch đồng, sau đó đông cứng lại. Khi vật liệu prepreg vẫn còn mềm, các lõi có thể giãn nở tự do. Tuy nhiên, sau khi đông cứng, các lớp sẽ dính chặt vào nhau. Nếu các lõi giãn nở với mức độ khác nhau, cấu trúc sau khi đông cứng sẽ giữ nguyên sự chênh lệch đó. Khi bảng mạch nguội đi, sự chênh lệch về tỷ lệ co ngót vẫn tồn tại và gây ra hiện tượng cong vênh vĩnh viễn.
Các công đoạn sản xuất gây ra ứng suất
Các công đoạn trong quy trình sản xuất PCB gây ra cả ứng suất nhiệt và ứng suất cơ học. Ứng suất nhiệt chủ yếu xuất phát từ quá trình ép lớp. Ứng suất cơ học xuất phát từ các công đoạn xếp chồng, xử lý và nung. Các điểm quan trọng trong quy trình bao gồm:
- Tấm laminate phủ đồng đầu vào: Các tấm này có cấu trúc đối xứng và thường không bị cong vênh trong quá trình ép, nhưng máy ép có sự chênh lệch nhiệt độ trên bề mặt tấm. Những sự chênh lệch cục bộ này có thể tạo ra các ứng suất cục bộ nhỏ, sau này sẽ bộc lộ ra.
- Quá trình ép lớp: Đây là nguyên nhân chính gây ra ứng suất nhiệt. Trong cấu trúc xếp lớp của bảng mạch in (PCB), mẫu mạch trên các lớp khác nhau và lượng vật liệu prepreg cũng thay đổi. Những khác biệt này khiến ứng suất nhiệt tăng cao và khó loại bỏ hơn. Trong quá trình khoan, cắt mạch và sấy, ứng suất tích tụ có thể được giải phóng và khiến bảng mạch bị cong vênh.
- Quá trình nung lớp phủ chống hàn và ký hiệu: Mực lớp phủ chống hàn sẽ đông cứng ở nhiệt độ khoảng 150°C. Nhiệt độ này có thể cao hơn nhiệt độ chuyển pha thủy tinh (Tg) của các vật liệu có Tg thấp đến trung bình, khiến bảng mạch trở nên dẻo hơn. Khi các bảng mạch được đặt trên giá trong lò nung hoặc dưới luồng khí, chúng có thể bị uốn cong do trọng lượng chính của mình hoặc do luồng khí trong lò. Điều này góp phần gây ra hiện tượng cong vênh.
- Làm phẳng bằng hàn khí nóng (HASL): HASL là một quá trình gia nhiệt nhanh. Nhiệt độ bể hàn thường rất cao, và bảng mạch được đưa từ nhiệt độ phòng vào môi trường nhiệt độ cao, sau đó được rửa sạch và làm mát. Chu trình gia nhiệt và làm mát nhanh này gây ra ứng suất nhiệt và có thể dẫn đến biến dạng vi mô cũng như biến dạng cong vênh lớn hơn.
- Bảo quản và xử lý: Các tấm ván thường được bảo quản theo chiều dọc trên giá đỡ. Nếu các giá đỡ quá chật chội hoặc các tấm ván được xếp chồng lên nhau, chúng có thể bị cong do tác động của lực cơ học. Các tấm ván mỏng dưới 2,0 mm dễ bị ảnh hưởng hơn.
Cách giảm hiện tượng cong vênh của bảng mạch in (PCB)
Dưới đây là một số phương pháp hữu hiệu để giảm hiện tượng cong vênh trong quá trình sản xuất và lắp ráp PCB.
1. Giảm nhiệt độ và làm chậm quá trình làm nóng/làm mát
Vì nhiệt độ là nguyên nhân chính gây ra ứng suất, nên việc giảm nhiệt độ lò hoặc làm chậm tốc độ gia nhiệt và làm mát trong quá trình hàn lại sẽ mang lại hiệu quả. Nếu bảng mạch được gia nhiệt và làm mát chậm hơn, ứng suất do giãn nở nhiệt sẽ giảm và khả năng bị cong vênh cũng sẽ thấp hơn. Lưu ý rằng việc thay đổi biểu đồ nhiệt độ có thể ảnh hưởng đến chất lượng hàn hoặc thời gian chu kỳ, do đó cần kiểm tra các tác động phụ.
2. Sử dụng vật liệu có nhiệt độ chuyển pha thủy tinh cao
Tg là nhiệt độ chuyển pha thủy tinh. Khi nhiệt độ vượt quá Tg, vật liệu sẽ mềm ra và có tính chất giống cao su. Các vật liệu có Tg thấp sẽ mềm nhanh hơn và duy trì trạng thái mềm trong thời gian dài hơn khi nung lại. Việc sử dụng vật liệu nền có Tg cao giúp tăng khả năng chống biến dạng của bảng mạch khi tiếp xúc với nhiệt. Vật liệu có Tg cao có giá thành cao hơn nhưng giúp tránh hiện tượng cong vênh và các vấn đề khác liên quan đến nhiệt. Vật liệu có Tg cao thường được sử dụng trong các quy trình không chứa chì.
3. Tăng độ dày của tấm ván
Nhiều sản phẩm tiêu dùng hiện nay hướng đến việc sử dụng các bảng mạch in (PCB) mỏng và nhẹ. Các bảng mạch có độ dày chỉ 1,0 mm, 0,8 mm hoặc 0,6 mm hiện đã trở nên phổ biến. Tuy nhiên, các bảng mạch mỏng thường khó duy trì độ phẳng trong quá trình hàn lại. Nếu điều kiện cho phép, nên sử dụng bảng mạch có độ dày tiêu chuẩn là 1,6 mm. Bảng mạch dày hơn có khả năng chống uốn cong và võng tốt hơn, đồng thời giúp giảm thiểu nguy cơ cong vênh.
4. Giảm kích thước bo mạch và số lượng bảng mạch
Do lò hàn lại thường chỉ đỡ bo mạch ở các cạnh, nên những bo mạch có kích thước lớn có thể bị võng xuống do trọng lượng của chính nó. Đối với các tấm lớn, hãy cố gắng đặt cạnh dài dọc theo dây chuyền đỡ để giảm hiện tượng võng. Ngoài ra, nếu có thể, hãy giảm số lượng bo mạch trên mỗi tấm. Đưa bo mạch đi qua lò với cạnh hẹp hướng về phía trước để giảm hiện tượng võng.
5. Sử dụng khay hoặc khay chứa Reflow
Nếu các phương pháp khác không đủ hiệu quả, hãy sử dụng giá đỡ hoặc khuôn định hình. Giá đỡ giúp giữ cho bảng mạch in (PCB) nằm phẳng trong quá trình gia nhiệt và làm mát. Giá đỡ ngăn không cho bảng mạch di chuyển cho đến khi nhiệt độ của bảng mạch giảm xuống dưới nhiệt độ chuyển pha (Tg) và lấy lại độ cứng. Nếu giá đỡ một mặt không đủ, hãy sử dụng giá đỡ hai mảnh kẹp chặt bảng mạch giữa hai tấm trên và dưới. Giá đỡ tốn chi phí và đòi hỏi thêm thời gian xử lý, nhưng chúng giúp giảm thiểu hiện tượng cong vênh rất hiệu quả.
6. Thay thế các rãnh cắt hình chữ V bằng các mấu được phay hoặc các “vết cắn chuột”
Vì phương pháp cắt chữ V có thể làm suy yếu tấm ván, nên hãy giảm độ sâu của các vết cắt chữ V hoặc sử dụng các thanh nối liền khối hoặc các thanh ray được gia công bằng máy phay. Các thanh nối liền khối hoặc các lỗ dập giúp duy trì độ bền cao cho tấm ván và giảm nguy cơ cong vênh. Khi bắt buộc phải sử dụng phương pháp cắt chữ V, hãy đảm bảo các vết cắt có độ sâu vừa phải và giữ lại đủ phần khung tấm ván để hỗ trợ tấm ván.
7. Chọn vật liệu cẩn thận và thiết kế đối xứng
Chọn vật liệu nền có hệ số giãn nở nhiệt (CTE) tương đương và phù hợp với yêu cầu của quy trình. Thiết kế các mạch đồng sao cho càng đối xứng càng tốt giữa mặt trên và mặt dưới cũng như giữa các lớp. Tránh việc đổ đồng không cân đối với diện tích lớn ở một bên trong khi bên kia lại thưa thớt. Sử dụng các đường chia mặt phẳng bên trong hoặc các vùng giảm nhiệt để cân bằng sự phân bố đồng khi có thể.
8. Sử dụng cách xếp chồng đối xứng hoặc có chủ đích
Cấu trúc xếp lớp đối xứng (xếp lớp theo kiểu đối xứng) giúp giảm sự mất cân bằng và hạn chế hiện tượng cong vênh. Nếu vì lý do kỹ thuật điện mà phải sử dụng cấu trúc xếp lớp không đối xứng, hãy cố gắng sắp xếp thứ tự các lớp sao cho cấu trúc tổng thể vẫn giữ được sự cân bằng. Khi vật liệu lõi khác nhau, có thể điều chỉnh cách xếp lớp và vị trí của tấm khuôn trong cấu trúc xếp lớp để giảm ứng suất.
9. Tối ưu hóa các thông số ép màng
Các thông số ép laminate rất quan trọng: đường cong nhiệt độ máy ép, thời gian giữ nhiệt và kiểm soát làm mát đều ảnh hưởng đến ứng suất. Nên sử dụng các máy ép có khả năng kiểm soát quá trình làm mát ở giai đoạn cuối của chu trình gia nhiệt. Máy ép nóng tích hợp hệ thống làm mát sẽ hiệu quả hơn so với máy ép nóng chuyển chồng PCB sang máy ép lạnh một cách nhanh chóng. Ngoài ra, trong quá trình ép laminate, cần xếp chồng các tấm khuôn và vật liệu đệm xung quanh chồng PCB theo cách đối xứng.
Đối với các bảng mạch phải sử dụng vật liệu không tiêu chuẩn hoặc cấu trúc bất đối xứng, hãy thử phương pháp xếp chồng bất đối xứng trong máy ép. Ý tưởng là bố trí các vật liệu đệm hoặc tấm khuôn sao cho cân bằng dòng nhiệt, giúp cả hai mặt nóng lên và nguội đi với tốc độ tương đương. Điều này có thể giảm thiểu tác động của sự chênh lệch hệ số giãn nở nhiệt (CTE). Các bước xử lý nhiệt sau khi ép hoặc nung sau đó cũng giúp ổn định bảng mạch.
10. Tránh những sai lầm khi sắp xếp khay lò nướng và kiểm soát quá trình nướng
Khi nung mực phủ chống hàn hoặc mực in ký hiệu, không xếp các bảng mạch chồng lên nhau theo cách khiến các bảng mạch ở dưới bị uốn cong do trọng lượng. Đảm bảo hướng đặt bảng mạch trong lò nung phù hợp với hướng luồng khí để gió không làm cong các bảng mạch. Trong quá trình làm phẳng bằng khí nóng, đảm bảo bảng mạch được đặt phẳng và để nguội ít nhất 30 giây trước khi rửa bằng nước để tránh hiện tượng hạ nhiệt đột ngột gây ra sốc nhiệt.
11. Quản lý việc lưu trữ và xử lý
Bảo quản các tấm ván trên giá đỡ không làm cong chúng. Tránh xếp chồng nhiều giá đỡ trong không gian hẹp khiến các tấm ván đè lên nhau. Đảm bảo khoảng cách thích hợp giữa các pallet và giá đỡ để các tấm ván không bị ép chặt và biến dạng do tính dẻo. Một số biến dạng do quá trình bảo quản có thể không được khắc phục hoàn toàn trong các bước làm phẳng sau này.
12. Làm phẳng trước khi vận chuyển (Làm phẳng lần cuối)
Hầu hết các nhà sản xuất PCB đều thực hiện bước làm phẳng cuối cùng trước khi xuất xưởng. Bước này có thể là làm phẳng cơ học hoặc làm phẳng bằng nhiệt dưới tác dụng của trọng lượng. Do lớp phủ chống hàn và các lớp phủ bề mặt ảnh hưởng đến hiệu quả của quá trình làm phẳng bằng nhiệt, nên cần kiểm soát cẩn thận nhiệt độ và thời gian nung. Đối với hầu hết các bảng mạch, việc gia nhiệt đến nhiệt độ ngay dưới hoặc gần Tg và sử dụng trọng lượng trong quá trình làm mát sẽ giúp làm phẳng bảng mạch. Đối với các vật liệu có Tg cao, bạn có thể cần nhiệt độ cao hơn nhưng cần lưu ý đến giới hạn của mực in và lớp phủ.
Việc tăng áp suất trong quá trình nung và kéo dài thời gian làm mát sau khi nung đều góp phần tạo ra hiệu ứng làm phẳng. Các thông số này phải phù hợp với vật liệu và lớp phủ của tấm ván. Quá trình làm phẳng cuối cùng có thể giảm đáng kể hiện tượng cong vênh, nhưng không phải là giải pháp triệt để nếu các bước xử lý trước đó đã gây ra ứng suất nội tại lớn.
Ghi chú về sản xuất và thiết kế
Khi bảng mạch sử dụng vật liệu có nhiệt độ chuyển pha thủy tinh (Tg) thấp, tỷ lệ lỗi do cong vênh thường cao hơn so với vật liệu có Tg cao. Vật liệu có Tg cao thường chứa chất độn và có hệ số giãn nở nhiệt (CTE) thấp hơn so với các loại có Tg thấp. Trong quá trình gia công tiếp theo, nhiệt độ nung thông thường khoảng 150°C sẽ ảnh hưởng nhiều hơn đến các bảng mạch có Tg thấp.
Trong thiết kế, cần tránh sự bất đối xứng về cấu trúc, vật liệu và sự phân bố không đều của lớp đồng. Những vấn đề thiết kế này làm tăng nguy cơ cong vênh. Ngoài ra, phương pháp ép lớp giữa các lõi (nối trực tiếp nhiều lõi với nhau) thường dẫn đến tình trạng ứng suất phức tạp hơn so với phương pháp ép lớp giữa lõi đơn với lá đồng. Các cấu trúc xếp chồng gồm ba lõi trở lên có tỷ lệ hỏng hóc cao hơn trong các thử nghiệm cong vênh so với các cấu trúc đơn giản hơn.
Thiết kế khung bảng mạch cũng ảnh hưởng đến hiện tượng cong vênh. Một khung đồng lớn liền mạch ở mép bảng mạch có thể giúp toàn bộ bảng mạch giữ được độ cứng trong quá trình ép lớp và giữ cho ứng suất được phân bố đều. Ứng suất này có thể giải phóng sau khi gia công bằng máy phay, khiến các tấm mạch đơn bị cong vênh nhiều hơn. Ngược lại, khung không liền mạch với các chấm hoặc khối đồng có xu hướng giải phóng ứng suất từ từ, do đó có thể làm giảm hiện tượng cong vênh của các tấm mạch đơn sau khi gia công bằng máy phay.
Chiến lược ép màng
Quá trình ép màng là yếu tố then chốt để kiểm soát hiện tượng cong vênh. Cần lựa chọn máy ép phù hợp, cài đặt các thông số chính xác và lên kế hoạch sắp xếp chồng vật liệu để giảm ứng suất. Đối với các cấu trúc đối xứng, nên sử dụng cách xếp chồng đối xứng và các tấm khuôn đối xứng. Máy ép nóng có khả năng làm mát chồng vật liệu ngay bên trong máy ép sẽ hiệu quả hơn so với việc chuyển sang máy ép lạnh riêng biệt. Việc làm mát khi vật liệu vẫn còn được cố định sẽ giúp giảm sự giải phóng ứng suất, từ đó ngăn ngừa hiện tượng cong vênh.
Đối với các bảng mạch không đối xứng cần sản xuất, hãy thử nghiệm các phương pháp xếp chồng khuôn không đối xứng và các bước xử lý sau khi đóng rắn. Phương pháp này sử dụng vật liệu đệm được bố trí sao cho hai bề mặt của bảng mạch nóng lên hoặc nguội đi với tốc độ khác nhau, từ đó giúp cân bằng độ co ngót cuối cùng. Sau khi ép lớp, việc thêm bước đóng rắn thứ hai hoặc bước làm phẳng và kiểm tra dung sai độ dày của bảng mạch có thể giúp sản phẩm đáp ứng các yêu cầu kỹ thuật của khách hàng.
Các biện pháp kiểm soát quy trình khác
Ngoài quá trình ép màng, hãy lưu ý các công đoạn xử lý nhiệt độ cao khác như làm cứng lớp phủ chống hàn, làm cứng lớp in ký hiệu, xử lý HASL và hàn nóng chảy. Các công đoạn này cần được kiểm soát chặt chẽ để tránh các chu kỳ gia nhiệt và làm mát nhanh gây ra ứng suất. Sử dụng các chế độ nhiệt độ lò phù hợp, dành thêm thời gian cho quá trình gia nhiệt và làm mát, đồng thời để các bảng mạch nghỉ ngơi hoặc làm mát trên bề mặt phẳng. Trong quá trình bảo quản, tránh xếp chồng các bảng mạch vì điều này có thể làm cong chúng.
Công đoạn làm phẳng cuối cùng và vận chuyển
Trước khi xuất xưởng, hầu hết các nhà máy đều tiến hành làm phẳng bảng mạch để loại bỏ hiện tượng cong vênh do quá trình sản xuất gây ra. Phương pháp làm phẳng cơ học hoặc làm phẳng bằng nhiệt dưới áp lực giúp cải thiện độ phẳng. Đối với các vật liệu thông thường, quá trình nung làm phẳng ở nhiệt độ khoảng 140–150°C mang lại hiệu quả tốt vì nhiệt độ này cao hơn nhiệt độ chuyển pha thủy tinh (Tg) của nhiều loại bảng mạch tiêu chuẩn. Đối với các bảng mạch có Tg cao, phương pháp nung này ít hiệu quả hơn và có thể cần tăng nhiệt độ một cách thận trọng. Sử dụng áp lực và thời gian làm mát lâu hơn để cải thiện kết quả. Bước làm phẳng có thể tạo ra sự khác biệt lớn về độ phẳng cuối cùng mà khách hàng cuối cùng nhìn thấy.
Tóm tắt và Danh sách kiểm tra thực hành
Hiện tượng cong vênh là một vấn đề thường gặp ở bảng mạch in (PCB). Nguyên nhân của hiện tượng này bao gồm sự không tương thích về vật liệu, chu kỳ nhiệt, quá trình xử lý, các linh kiện nặng và thiết kế bảng mạch. Để giảm thiểu hiện tượng cong vênh:
- Nên sử dụng vật liệu có nhiệt độ chuyển pha thủy tinh (Tg) cao nếu có thể.
- Hãy cố gắng giữ cho cấu trúc lớp ván đối xứng khi có thể.
- Cân bằng diện tích đồng ở phần trên và phần dưới.
- Nếu sản phẩm cho phép, hãy sử dụng các tấm ván dày hơn.
- Giảm kích thước bảng hoặc giới hạn số lượng bảng trên mỗi bảng.
- Đặt các tấm sao cho cạnh dài được đặt vào lò nướng.
- Quá trình gia nhiệt và làm mát chậm trong lò hàn lại và các loại lò khác.
- Hãy sử dụng khay vận chuyển qua lò nung lại hoặc khay hai mảnh cho các bo mạch dễ vỡ hoặc có kích thước lớn.
- Thay thế hoặc giảm thiểu các vết cắt chữ V sâu bằng các mấu được gia công bằng máy phay hoặc các lỗ được dập.
- Tối ưu hóa các thiết lập ép màng và sử dụng máy ép tích hợp chế độ ép nóng-lạnh khi có thể.
- Tránh xếp chồng các tấm ván lên nhau hoặc ép chặt chúng trong quá trình nướng.
- Thực hiện thêm một bước làm phẳng cuối cùng dưới điều kiện nhiệt độ và áp suất được kiểm soát.
Nếu tuân thủ các bước này trong quá trình thiết kế và sản xuất, bạn sẽ giảm tỷ lệ cong vênh cũng như giảm thiểu việc phải làm lại và các lỗi lắp ráp. Mỗi bảng mạch đều có đặc điểm riêng, do đó hãy tiến hành các thử nghiệm quy mô nhỏ đối với các cấu trúc lớp mới, vật liệu mới hoặc phương án bố trí bảng mạch trước khi đưa vào sản xuất hàng loạt. Điều này giúp loại bỏ rủi ro trong quá trình sản xuất hàng loạt và duy trì chất lượng ở mức cao.
Lời kết
Hãy xử lý vấn đề cong vênh ngay từ giai đoạn thiết kế và trong quá trình lập kế hoạch sản xuất. Những thay đổi nhỏ trong bố trí mạch đồng, chiến lược ghép tấm hoặc thứ tự ép lớp có thể mang lại hiệu quả đáng kể. Nếu bảng mạch vẫn bị cong vênh, hãy sử dụng khung đỡ, tăng độ dày hoặc thay đổi loại vật liệu. Hợp tác với các nhà cung cấp bảng mạch để lựa chọn phương án kết hợp giữa các quy tắc thiết kế và biện pháp kiểm soát quy trình. Điều này sẽ giúp các cụm linh kiện trở nên đáng tin cậy hơn và giảm chi phí phát sinh từ linh kiện hỏng hóc và việc sửa chữa lại.

