
















Introducción
Cuando una placa de circuito impreso (PCB) se somete a soldadura por reflujo, a menudo se dobla o se deforma. Si el problema es grave, las piezas pueden levantarse, las juntas de soldadura pueden fallar o los componentes pueden ponerse de punta. En este artículo se explican en primer lugar los riesgos del alabeo de las placas de circuito impreso. A continuación, se examinan las principales causas del alabeo. Por último, enumera formas prácticas de reducir o prevenir el alabeo. Siga leyendo para conocer pasos y razones claros y sencillos.
Los riesgos de la deformación de los PCB
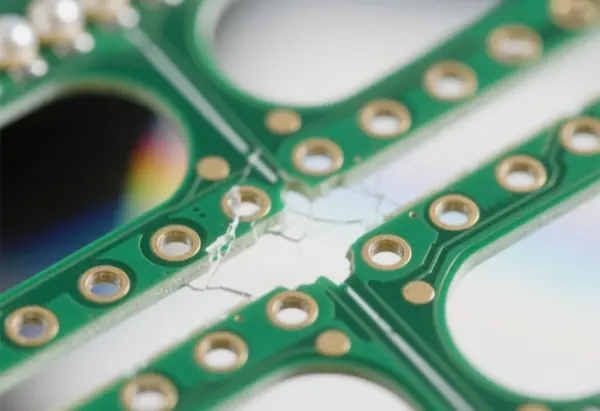
Si una placa de circuito impreso no está plana en una línea automatizada de montaje superficial, es posible que la máquina no coloque las piezas en el lugar correcto. Es posible que las piezas no entren en los orificios o aterricen en las almohadillas SMD. En algunos casos, la máquina de inserción automática puede resultar dañada. Una vez montadas y soldadas las piezas, una placa deformada dificulta el recorte limpio de los cables. La placa puede no encajar en la carcasa o en los zócalos. Por eso, los talleres de montaje consideran que el alabeo es un gran problema.
La tecnología de montaje superficial (SMT) avanza hacia una mayor precisión, velocidad y automatización. Esto aumenta la necesidad de planitud de las placas de circuito impreso. La planitud es importante porque las máquinas modernas esperan que la placa sea estable y precisa durante la colocación y la soldadura.
En términos prácticos, las normas IPC establecen que el alabeo máximo permitido para placas con dispositivos de montaje superficial es de 0,75%. Para placas sin dispositivos de montaje superficial, el límite es de 1,5%. Algunas empresas establecen límites más estrictos para cumplir los requisitos de alta velocidad y alta precisión de montaje. Por ejemplo, algunos clientes piden un alabeo máximo de 0,5% o incluso de 0,3%.
Causas de la deformación de las placas de circuito impreso
Una placa de circuito impreso está hecha de distintos materiales, como láminas de cobre, resina y fibra de vidrio. Estos materiales actúan de forma diferente bajo el calor y la tensión. Cuando se prensan y se curan juntos, los restos de tensión térmica pueden provocar deformaciones. Además, la fabricación de PCB tiene muchos pasos que añaden calor y carga mecánica. Estos pasos incluyen laminación, perforación, corte, horneado y soldadura. Todos ellos pueden cambiar la forma de la placa. Debido a que muchos factores pueden causar alabeo, encontrar la causa principal es a menudo difícil.
Área de cobre irregular
A menudo se utilizan grandes superficies de cobre para los planos de tierra o de potencia. Si estas grandes zonas de cobre no están repartidas uniformemente por la placa, la absorción y la liberación de calor serán desiguales. Cuando la placa se calienta y se enfría, las partes de la placa se expanden y se encogen a diferentes velocidades. Esta expansión desigual crea tensiones y puede hacer que la placa se deforme. Si la placa alcanza su temperatura de transición vítrea (Tg), el material se ablanda y puede adoptar un cambio de forma permanente.
Vías y tirantes
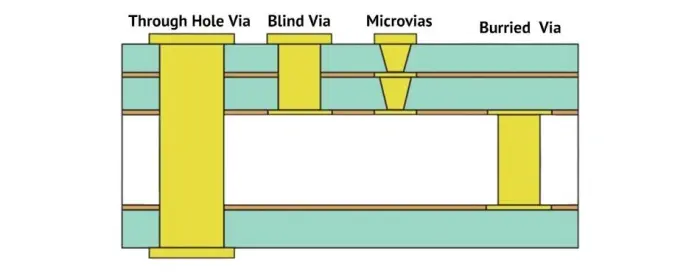
La mayoría de las placas de circuito impreso modernas son multicapa. Las capas se unen mediante vias. Existen tres tipos de vías: pasantes, ciegas y enterradas. Cuando las vías unen las capas, limitan la expansión y contracción de la placa. Esta restricción puede provocar tensiones locales y hacer que toda la placa se doble o se deforme.
Peso de la placa y de los componentes
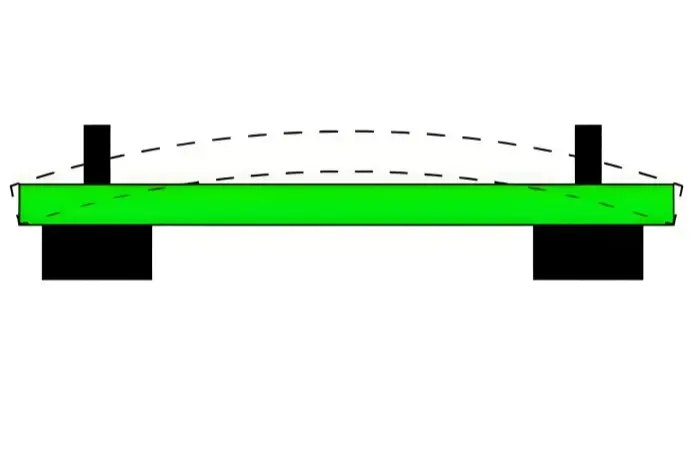
Los hornos de reflujo suelen mover las placas de circuito impreso sobre cadenas que soportan la placa en los bordes. Si la placa tiene piezas muy pesadas o es muy grande, su propio peso puede hacer que el centro se pandee. Este pandeo hace que se arquee o doble durante el calentamiento y puede permanecer después del enfriamiento.

Profundidad de corte en V y diseño de pestañas en los paneles
El corte en V es un método para separar las tablas de un panel. El corte en V reduce la resistencia estructural del panel. Las zonas cortadas son débiles y pueden alabearse más fácilmente. Los cortes en V profundos o muchos cortes en V en un panel aumentan el riesgo de alabeo durante el procesamiento.
Diferencias de material y apilamiento
Un circuito impreso está formado por núcleos, preimpregnados y láminas exteriores de cobre. Durante la laminación, los núcleos y las láminas se calientan y pueden deformarse. La magnitud del cambio depende del coeficiente de expansión térmica (CET) de cada material.
La lámina de cobre y el material base FR-4 tienen diferentes valores de CET. En el caso del FR-4, el CET del eje Z por debajo de Tg es diferente del CET por encima de Tg. Por encima de Tg, la resina se ablanda y la expansión puede ser mucho mayor. Los materiales de alto Tg cambian menos a alta temperatura y mantienen mejor la forma.
Cuando diferentes núcleos tienen diferentes patrones de cobre, grosor o materiales, se expanden en diferentes cantidades durante la laminación. Si dos núcleos con CTE muy diferentes se unen mediante preimpregnado y se curan, la placa puede bloquearse con tensiones desiguales. Cuando la placa se enfría, estas diferencias hacen que la placa se doble hacia el lado que se ha encogido menos.
Ciclado térmico durante el laminado
Durante el laminado, la temperatura aumenta y el preimpregnado fluye, rellena los patrones de cobre y, a continuación, se cura. Mientras el preimpregnado está blando, los núcleos pueden expandirse libremente. Pero tras el curado, las capas quedan pegadas. Si los núcleos se han expandido de forma diferente, el conjunto curado mantiene ese desajuste. Cuando la placa se enfría, las tasas de contracción desiguales permanecen y causan un alabeo permanente.
Pasos de fabricación que añaden estrés
Los pasos del proceso de PCB añaden tensión térmica y mecánica. El estrés térmico proviene principalmente de la laminación. La tensión mecánica procede del apilamiento, la manipulación y el horneado. Algunos puntos importantes del proceso son:
- Laminado entrante revestido de cobre: Estos laminados tienen una estructura simétrica y, por lo general, no se deforman durante el laminado, pero la prensa presenta diferencias de temperatura en toda la placa. Estas diferencias locales pueden crear pequeñas tensiones locales que aparecen más tarde.
- Laminación: Es la principal fuente de tensión térmica. En un apilamiento de placas de circuito impreso, los patrones de capas varían y también lo hacen las cantidades de preimpregnado. Estas diferencias hacen que la tensión térmica sea mayor y más difícil de eliminar. Durante las operaciones de taladrado, fresado y horneado, la tensión acumulada puede liberarse y deformar la placa.
- Cocción de máscaras de soldadura y leyendas: Las tintas de máscara de soldadura se curan alrededor de 150°C. Esta temperatura puede ser superior a la Tg de los materiales de Tg bajo a medio y hacer que la placa sea más flexible. Mientras las placas están en los estantes del horno o bajo el flujo de aire, pueden doblarse por su propio peso o por el aire del horno. Esto aumenta el alabeo.
- Nivelación de soldadura por aire caliente (HASL): HASL es un proceso de calentamiento rápido. La temperatura típica del crisol de soldadura es alta y la placa pasa de la temperatura ambiente al calor elevado para, a continuación, lavarse y enfriarse. El rápido ciclo de calentamiento y enfriamiento añade tensión térmica y puede causar micro-deformaciones y alabeos mayores.
- Almacenamiento y manipulación: Los tableros suelen almacenarse verticalmente en estanterías. Si las estanterías están demasiado apretadas o los tableros se apilan, pueden doblarse por efecto de la fuerza mecánica. Los tableros finos de menos de 2,0 mm son los más afectados.
Cómo reducir la deformación de las placas de circuito impreso
A continuación se describen métodos prácticos para reducir el alabeo durante la producción y el montaje de placas de circuito impreso.
1. Reducir la temperatura y ralentizar el calentamiento/enfriamiento
Dado que la temperatura es una de las principales fuentes de tensión, resulta útil reducir la temperatura del horno o disminuir la velocidad de calentamiento y enfriamiento en el proceso de reflujo. Si la placa se calienta y se enfría más lentamente, la tensión de la expansión térmica es menor y es menos probable que se produzcan alabeos. Tenga en cuenta que cambiar el perfil de temperatura puede afectar a la calidad de la soldadura o a la duración del ciclo, así que compruebe si hay efectos secundarios.
2. Utilizar materiales de alta Tg
Tg es la temperatura de transición vítrea. Por encima de Tg, el material se ablanda y se vuelve similar a la goma. Los materiales con baja Tg se ablandan más rápido y durante más tiempo en el reflujo. El uso de un material base con una Tg más alta aumenta la resistencia de la placa a la deformación bajo el calor. Los materiales de alta Tg cuestan más, pero ayudan a evitar el alabeo y otros problemas relacionados con el calor. Los materiales de alta Tg suelen utilizarse en procesos sin plomo.
3. Aumentar el grosor del tablero
Muchos productos de consumo buscan placas de circuito impreso finas y ligeras. Hoy en día son comunes las placas de 1,0 mm, 0,8 mm o 0,6 mm de grosor. Las placas finas son más difíciles de mantener planas durante el reflujo. Si el producto lo permite, utilice una placa estándar de 1,6 mm de grosor. Las placas más gruesas resisten la flexión y el pandeo y reducen el riesgo de alabeo.
4. Reducir el tamaño de la placa y el número de paneles
Dado que los hornos de reflujo suelen apoyar la placa en los bordes, las placas más grandes pueden combarse por su propio peso. En el caso de paneles grandes, intente orientar el borde largo a lo largo de la cadena de soporte para reducir el hundimiento. Asimismo, utilice menos placas por panel siempre que sea posible. Haga pasar el tablero por el horno con el borde estrecho hacia delante para reducir el pandeo.
5. Utilizar soportes o bandejas de reflujo
Si los otros métodos no son suficientes, utilice soportes de reflujo o plantillas. Un soporte mantiene la placa plana durante el calentamiento y el enfriamiento. El soporte evita que la placa se mueva hasta que se enfríe por debajo de Tg y recupere su rigidez. Si el soporte de una cara no es suficiente, utilice un soporte de dos piezas que sujete la placa entre las placas superior e inferior. Los soportes cuestan dinero y requieren más tiempo de manipulación, pero reducen bien el alabeo.
6. Sustituir el corte en V por lengüetas enrutadas o “mordiscos de ratón”
Dado que el corte en V puede debilitar un panel, reduzca la profundidad de los cortes en V o utilice lengüetas sólidas o rieles fresados. Las lengüetas sólidas o los agujeros estampados mantienen la resistencia del panel alta y reducen el riesgo de alabeo. Cuando sea necesario utilizar el corte en V, mantenga los cortes poco profundos y deje suficiente marco de panel para soportar el tablero.
7. Elija cuidadosamente los materiales y la simetría del diseño
Elija materiales de base que tengan un CET similar y que se ajusten a las necesidades del proceso. Diseñe los patrones de cobre para que sean lo más simétricos posible entre la parte superior e inferior y entre capas. Evite grandes cantidades de cobre desequilibradas en un lado y escasas en el otro. Utilice divisiones de planos internos o relieves térmicos para equilibrar la distribución del cobre cuando sea posible.
8. Utilizar apilamientos simétricos o reflexivos
Un apilado simétrico (estratificación en espejo) reduce el desequilibrio y el alabeo. Si es necesario realizar apilamientos asimétricos por motivos eléctricos, intente planificar el orden de las capas de modo que la estructura global se mantenga equilibrada. Cuando los materiales del núcleo difieren, la estratificación y la colocación de la placa de herramientas en la pila de laminación pueden adaptarse para reducir la tensión.
9. Optimizar los parámetros de laminación
Los ajustes de laminación son importantes: el perfil de temperatura de la prensa, el tiempo de mantenimiento y el control del enfriamiento afectan a la tensión. Utilice prensas que puedan controlar el enfriamiento al final del ciclo en caliente. Una prensa caliente con refrigeración integrada es mejor que una prensa caliente que transfiere la pila a una prensa fría rápidamente. Además, utilice un apilamiento simétrico de placas de herramientas y materiales de amortiguación alrededor de la pila de PCB durante el laminado.
Para los tableros que deban utilizar materiales no estándar o estructuras asimétricas, pruebe el apilado asimétrico en la prensa. La idea es colocar materiales de amortiguación o placas de herramientas de forma que se equilibre el flujo de calor para que ambos lados se calienten y enfríen a velocidades coincidentes. Esto puede reducir el efecto de desajuste del CET. El curado posterior al laminado o los pasos posteriores al horneado también ayudan a estabilizar la placa.
10. Evite errores con las rejillas del horno y controle el flujo de cocción
Cuando hornee máscaras de soldadura o tintas para leyendas, no apile las placas de forma que las placas inferiores se doblen por el peso. Asegúrese de que la orientación de la placa en el horno coincide con el flujo de aire para que el viento no doble las placas. En la nivelación con aire caliente, asegúrese de que la placa se coloca plana y se deja enfriar al menos 30 segundos antes del lavado con agua para evitar un enfriamiento repentino que provoque un choque térmico.
11. Gestionar el almacenamiento y la manipulación
Almacene las tablas en estanterías que no las doblen. Evite apilar muchas estanterías en espacios reducidos donde los tableros se presionen entre sí. Utilice una separación adecuada entre palés y estanterías para que los tableros no queden aplastados y deformados por la plasticidad. Es posible que la deformación producida por el almacenamiento no se elimine por completo en las fases posteriores de aplanado.
12. Aplanado previo al envío (planarización final)
La mayoría de los fabricantes de PCB realizan un último paso de aplanado antes del envío. Este paso puede ser un aplanado mecánico o un aplanado térmico bajo peso. Dado que la máscara de soldadura y los revestimientos de la superficie afectan a la forma en que funciona el aplanado por calor, controle cuidadosamente la temperatura y el tiempo de horneado. Para la mayoría de las placas, el calentamiento justo por debajo o cerca de Tg y el uso de peso durante el enfriamiento ayuda a aplanar las placas. Para materiales de alta Tg, es posible que necesite temperaturas más altas, pero tenga en cuenta los límites de la tinta y el revestimiento.
Aumentar la presión durante el horneado y ralentizar el tiempo de enfriamiento tras el horneado favorecen el efecto de aplanado. Estos ajustes deben corresponderse con el material y el revestimiento de la placa. El aplanado final puede reducir significativamente el alabeo, pero no es una solución completa si los pasos anteriores del proceso causaron una gran tensión incorporada.
Notas sobre producción y diseño
Cuando la placa utiliza material de baja Tg, la tasa de defectos por alabeo tiende a ser mayor que para el material de alta Tg. Los materiales de alto Tg suelen incluir rellenos y tienen un CTE más bajo que los de bajo Tg. Durante el procesamiento posterior, la temperatura de horneado habitual cercana a 150°C afecta más a las placas de bajo Tg.
En el diseño, evite la asimetría estructural, la asimetría del material y el patrón de cobre desigual. Estos problemas de diseño aumentan el riesgo de alabeo. Además, la laminación núcleo a núcleo (unión directa de varios núcleos) suele dar lugar a tensiones más complejas que la laminación de un solo núcleo con lámina de cobre. Las pilas de núcleos con tres o más núcleos muestran una mayor tasa de fallos en las pruebas de alabeo que las estructuras más simples.
El diseño del marco del panel también afecta al alabeo. Un marco de cobre grande y continuo en el borde del panel puede hacer que todo el panel sea rígido durante el laminado y mantener la tensión en su lugar. Esta tensión puede liberarse después del enrutado y hacer que las placas individuales se alaben más. Un marco no continuo con puntos o bloques de cobre tiende a liberar la tensión gradualmente y puede provocar un menor alabeo de las placas individuales después del fresado.
Estrategia de laminación
El laminado es clave para controlar el alabeo. Seleccione la prensa adecuada, establezca los parámetros correctos y planifique la disposición de la pila para reducir la tensión. Para estructuras simétricas, utilice pilas y placas de herramientas simétricas. Una prensa caliente que enfría la pila dentro de la prensa es mejor que pasar a una prensa fría separada. El enfriamiento mientras el material aún está apoyado reduce la liberación de tensiones que provoca el alabeo.
Para tableros asimétricos que deban fabricarse, experimente con el apilado asimétrico de herramientas y los pasos de postcurado. Este método utiliza material de amortiguación colocado de forma que ambas superficies de la placa se calienten o enfríen de forma diferente para equilibrar la contracción final. Tras el laminado, si se añade un curado secundario o un paso de aplanado y se comprueba la tolerancia de grosor de la placa, la pieza puede ajustarse a las especificaciones del cliente.
Otros controles de procesos
Además de la laminación, recuerde otros pasos de alto calor como el curado de la máscara de soldadura, el curado de leyendas, HASL y el reflujo. Estos pasos deben controlarse para evitar ciclos rápidos de calentamiento y enfriamiento que provoquen tensiones. Utilice perfiles de horno adecuados, dé más tiempo al calentamiento y al enfriamiento y deje que las placas reposen o se enfríen sobre superficies planas. Durante el almacenamiento, evite el apilamiento que doble las placas.
Aplanado final y envío
Antes del envío, la mayoría de las fábricas aplanan los tableros para eliminar las deformaciones inducidas por el proceso. El aplanado mecánico o el aplanado térmico bajo peso mejoran la planitud. Para los materiales típicos, una cocción de aplanado cercana a los 140-150°C funciona bien porque se sitúa por encima de la Tg de muchas placas estándar. En el caso de los tableros de alta Tg, este horneado es menos eficaz y debe aumentarse con cuidado. Utilice presión y un mayor tiempo de enfriamiento para mejorar los resultados. El paso de aplanado puede suponer una gran diferencia en la planitud final que ve el cliente final.
Resumen y lista de control práctica
El alabeo es un problema común en las placas de circuito impreso. Se debe al desajuste de materiales, los ciclos térmicos, la manipulación, las piezas pesadas y el diseño del panel. Para reducir el alabeo:
- Siempre que sea posible, utilice material de alta Tg.
- Siempre que puedas, mantén la simetría en el apilamiento de tableros.
- Equilibrar la zona de cobre superior e inferior.
- Utilice tablas más gruesas si el producto lo permite.
- Reducir el tamaño del panel o limitar las tablas por panel.
- Oriente los paneles de modo que el borde largo quede apoyado en el horno.
- Calentamiento y enfriamiento lentos en hornos de reflujo y otros hornos.
- Utilice soportes de reflujo o bandejas de dos piezas para placas frágiles o de gran tamaño.
- Sustituya o reduzca los cortes en V profundos por lengüetas fresadas u orificios estampados.
- Optimice los ajustes de laminación y utilice prensas integradas de caliente a frío siempre que sea posible.
- Evite apilar las tablas o comprimirlas durante el horneado.
- Añadir un último paso de aplanado bajo calor y presión controlados.
Si sigue estos pasos en el diseño y en la producción, reducirá la tasa de alabeo y disminuirá las repeticiones y los fallos de montaje. Cada placa es diferente, así que realice pequeñas pruebas con nuevos apilamientos, materiales o esquemas de paneles antes de la producción total. De este modo, se reduce el riesgo de las tiradas masivas y se mantiene una alta calidad.
Notas finales
Aborde el alabeo en la fase de diseño y durante la planificación del proceso. Los pequeños cambios en la disposición del cobre, la estrategia de panelado o el orden de laminado pueden tener grandes efectos. Si una placa sigue alabeándose, utilice soportes, aumente el grosor o cambie el grado del material. Trabaje con los proveedores de placas para elegir un enfoque combinado de reglas de diseño y controles de proceso. De este modo, los ensamblajes serán más fiables y se reducirán los costes derivados de piezas defectuosas y repeticiones.

