

















الخلفية
تُستخدم عملية التحويل المملوءة بالراتنج أكثر فأكثر في صناعة ثنائي الفينيل متعدد الكلور. وهي شائعة في الألواح ذات الطبقات المتعددة وفي مركبات ثنائي الفينيل متعدد الكلور عالية الدقة. يمكن أن تحل حشوة الراتنج العديد من المشاكل التي لا يمكن أن يحلها سد قناع اللحام أو راتنجات حشو التصفيح. وفي الوقت نفسه، تتمتع الراتنجات المستخدمة في هذه العملية بخصائص خاصة. تجلب هذه الخصائص العديد من النقاط الصعبة في خطوات صنع اللوحة.
التعريف
يعني توصيل الراتنج استخدام الراتنج لملء الشقوق المدفونة على الطبقات الداخلية، ثم القيام بالتصفيح. تُستخدم هذه الطريقة على نطاق واسع في الألواح عالية التردد وألواح HDI. هناك نوعان رئيسيان: توصيل الراتنج التقليدي المطبوع على الشاشة وتوصيل الراتنج بالتفريغ. تستخدم معظم المنتجات الطريقة التقليدية لراتنج طباعة الشاشة التقليدية. وهذه أيضًا هي الطريقة الأكثر شيوعًا في الصناعة.
ما هو “التوصيل عبر” على ثنائي الفينيل متعدد الكلور؟
عبر الوظيفة واحتياجات الصناعة
تربط الوصلة (ثقب مطلي من خلال ثقب، PTH) طبقات مختلفة على اللوحة. يدفع نمو صناعة الإلكترونيات تكنولوجيا ثنائي الفينيل متعدد الكلور إلى الأمام. كما أنه يزيد من الحاجة إلى تحسين صناعة اللوحة وأعمال التركيب السطحي. ويبدو أن عملية التوصيل عبر التوصيل تلبي هذه الاحتياجات. يجب أن تلبي عملية التوصيل عبر هذه القواعد:
يجب أن تحتوي الوصلة الموصلة على نحاس بداخلها. يمكن ملء الممر أو عدم ملئه تحت قناع اللحام.
يجب أن تحتوي الفتحة على لحام (رصاص القصدير) بالداخل بسماكة معينة (على سبيل المثال 4 ميكرومتر). يجب ألا يدخل حبر قناع اللحام إلى الثقب ويسبب حبات لحام محصورة.
يجب تغطية الفتحة بقناع لحام بحيث لا يمكن للضوء المرور. يجب ألا تحتوي الفتحة على حلقات لحام أو حبات لحام. يجب أن تكون الفتحة المملوءة مسطحة.
نظرًا لأن المنتجات الإلكترونية أصبحت أخف وزنًا وأقل سمكًا وأقصر وأصغر حجمًا، فإن مركبات ثنائي الفينيل متعدد الكلور تتحرك أيضًا بكثافة عالية وصعوبة أعلى. وهذا يجلب العديد من SMT و BGA الألواح. عندما يقوم العملاء بتجميع الأجزاء، فإنهم غالبًا ما يطلبون توصيل الأجزاء. يخدم التوصيل خمسة أغراض رئيسية:
لمنع اللحام من المرور عبر الوصلة أثناء اللحام الموجي وتقصير جانب الجزء. هذا هو المفتاح عندما يتم وضع وصلة عبر على وسادة BGA. ثم يتم التوصيل أولاً، ثم الطلاء بالذهب، لجعل لحام BGA أسهل.
لتجنب بقايا التدفق المتبقية داخل الوصلة عبر.
للسماح بخطوات الالتقاط والتركيب بالتفريغ أو خطوات اختبار التفريغ بعد التركيب السطحي والتجميع. يلزم وجود سطح محكم الإغلاق لكي يعمل التفريغ.
لمنع المعجون من التدفق إلى داخل الوصلة والتسبب في ضعف وصلات اللحام أو سوء الوضع.
لمنع كرات اللحام من الخروج أثناء اللحام الموجي والتسبب في حدوث قصور.
مزايا الشقوق المملوءة بالراتنج
على الألواح متعددة الطبقات مع BGA، يمكن أن يقلل توصيل الراتنج من الفجوة بين الفتحات. وهذا يساعد في التوجيه وتخطيط الأثر.
بالنسبة للوصلات المدفونة في طبقات HDI الداخلية، تساعد التعبئة بالراتنج على تحقيق التوازن بين التحكم في سمك ما قبل التصفيح أثناء التصفيح وتصميم التعبئة بالراتنج للوصلة المدفونة.
بالنسبة للألواح السميكة ذات الثقوب الكبيرة العابرة، تعمل حشوة الراتنج على تحسين موثوقية المنتج.
غالبًا ما تُستخدم الوصلات المملوءة بالراتنج بسبب أجزاء BGA. في BGA التقليدية، قد يتم توجيه ممر من الوسادة إلى الجانب الخلفي. إذا كانت BGA كثيفة ولا يمكن توجيه الممر للخارج، يمكنك حفر ممر في الوسادة وتوجيهه إلى طبقة أخرى. ثم تملأ الفتحة بالراتنج وتلصق النحاس بالراتنج واللوحة لجعلها وسادة. وهذا ما يسمى عملية VIP (عبر في الوسادة). إذا قمت بحفر فيبر في الوسادة ولم تستخدم حشوة الراتنج، فقد يتسرب اللحام ويتسبب في حدوث قصر في الجانب الخلفي أو وصلة ضعيفة على الوسادة.
تدفق العملية للأنابيب المملوءة بالراتنج
عامة مملوءة بالراتنج عبر عملية:
ثقوب الحفر.
صفيحة من خلال الثقوب بالنحاس.
املأ الثقوب بالراتنج واخبزها.
الطحن أو الطحن المسطح (الطحن المسطح).
بعد الطحن، لا يحتوي جزء الراتنج على نحاس. ثم هناك حاجة إلى خطوة طلاء نحاس جديدة لتحويل المنطقة المملوءة إلى وسادة. تتم خطوة الطلاء هذه قبل الحفر العادي للثقوب الأخرى. باختصار، تعامل مع الفتحات التي سيتم ملؤها أولاً، ثم احفر الثقوب الأخرى واتبع التدفق العادي.
فيما يلي بعض الخطوات والمحطات الرئيسية التي قد تراها في المصنع:
طلاء كبار الشخصيات وطحن الألواح
شاشة/وسادات/صفائح الألومنيوم
تركيب ألواح الألومنيوم ولوح الألمنيوم لصناعة الألواح
اختبار محاذاة فيلم الطباعة ومزج الحبر
الطباعة التجريبية
الفحص الذاتي لخط NG، موافق للإنتاج على دفعات، معالجة القسم
أخذ عينات IPQC
طحن الألواح الخزفية
الطبقة الخارجية وشروط فيلم الصور الفوتوغرافية
إذا كان عمل الطبقة الخارجية يفي بحدود الفيلم السالب ونسبة العرض إلى الارتفاع PTH ≤ 6:1:
الشروط الواجب توافرها: عرض الخط والفجوة كبيرة بما فيه الكفاية، والحد الأقصى لثقب PTH أصغر من حد ختم الغشاء الجاف، وسمك اللوح أقل من الحد الأقصى لسمك الغشاء الجاف، ولا توجد متطلبات خاصة مثل الذهب المحلي غير المكهرب، أو ألواح الذهب النيكل، أو الألواح ذات نصف فتحة، أو ألواح التوصيل بالمكونات، أو عدم وجود ثقوب PTH حلقية، أو فتحات فتحة PTH.
صنع الطبقة الداخلية القياسية ← التصفيح القياسي ← التصفيح الداخلي ← التصفيح ← أكسيد بني ← الحفر بالليزر ← الحفر بالليزر ← إزالة اللون البني ← الحفر الخارجي ← الحفر الخارجي ← غمر النحاس ← الطلاء الكهربائي لملء اللوحة ← تحليل المقطع العرضي ← النمط الخارجي ← الحفر الحمضي الخارجي ← الهيئة العربية للتصنيع ← اتباع التدفق العادي.
إذا كانت الطبقة الخارجية تلتقي بالفيلم السالب ولكن نسبة العرض إلى الارتفاع PTH > 6:1:
عندما تكون نسبة العرض إلى الارتفاع > 6:1، لا يمكن أن يصل الطلاء الكامل للوحة عبر التعبئة إلى سماكة النحاس المطلوبة في الممر. بعد طلاء تعبئة اللوحة، هناك حاجة إلى طلاء كهربائي ثانٍ لكامل اللوحة لزيادة سماكة النحاس عبر الممر. التدفق:
صناعة الطبقة الداخلية ← التصفيح ← التصفيح الداخلي ← التصفيح بالأكسيد البني ← الحفر بالليزر ← الحفر بالليزر ← إزالة اللون البني ← الحفر الخارجي ← الحفر الخارجي ← غمر النحاس ← الطلاء الكهربائي لملء اللوحة ← الطلاء الكهربائي للوحة كاملة ← تحليل المقطع العرضي ← النمط الخارجي ← الحفر الحمضي الخارجي ← اتباع التدفق العادي.
إذا كانت الطبقة الخارجية لا تتوافق مع الطبقة السالبة، ولكن عرض الخط/الفجوة ≥ أ ونسبة العرض إلى الارتفاع الخارجية ≤ 6:1:
صناعة الطبقة الداخلية ← التصفيح الداخلي ← التصفيح ← أكسيد بني ← الحفر بالليزر ← الحفر بالليزر ← إزالة اللون البني ← الحفر الخارجي ← الحفر الخارجي ← غمر النحاس ← الطلاء الكهربائي لملء اللوحة ← تحليل المقطع العرضي ← تحليل المقطع العرضي ← النمط الخارجي ← الطلاء الكهربائي الخارجي ← الحفر القلوي الخارجي ← الهيئة العربية للتصنيع ← اتباع التدفق العادي.
إذا كانت الطبقة الخارجية لا تتوافق مع الفيلم السالب، أو كان عرض الخط/الفجوة 6:1:
صنع الطبقة الداخلية ← التصفيح الداخلي ← التصفيح ← أكسيد بني ← الحفر بالليزر ← الحفر بالليزر ← إزالة اللون البني ← إزالة النحاس بالغمر ← الطلاء الكهربائي لملء اللوحة ← تحليل المقطع العرضي ← تقليل النحاس ← الحفر الخارجي ← الحفر الخارجي ← الحفر الخارجي ← الغمر بالنحاس ← الطلاء الكهربائي للوحة كاملة ← النمط الخارجي ← النمط الكهربائي للنمط ← الحفر القلوي الخارجي ← الهيئة العربية للتصنيع الخارجية ← اتباع التدفق العادي.
المقاطع العرضية وملاحظات الجودة
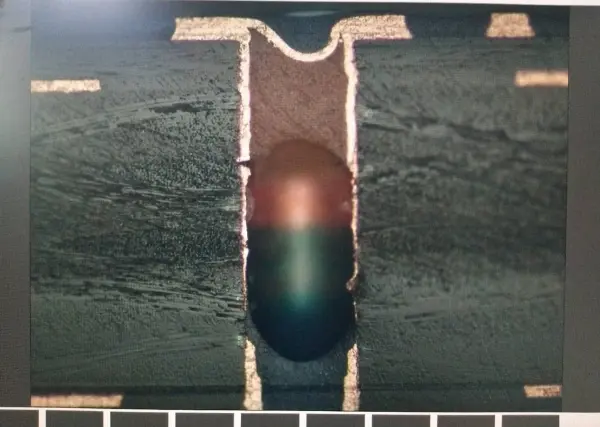
المقطع العرضي لسدادة الراتنج
من تحليل المقطع العرضي، يُظهر الراتنج-الحبر الجيد المسدود عبر الحبر عبر ملء الراتنج بالكامل. يملأ الراتنج الثقب حتى 100%. سطح الراتنج في الأعلى والأسفل محدب قليلاً بالتساوي. بعد ذلك، يتم استخدام طحن الألواح الخزفية لتسوية السطح.

جودة التعبئة والفحوصات
يجب أن تكون حشوة الراتنج ممتلئة بدون فراغات.
يجب أن يكون سطح السدادة مسطحًا بعد الطحن.
يجب أن يفي النحاس عبر النحاس بقواعد السُمك بعد الطلاء النهائي بالكهرباء.
افحص بحثًا عن كرات لحام محصورة أو حلقات لحام. يجب ألا تكون موجودة.
تحقق من أن القابس لا ينقل الضوء بعد القناع أو الغطاء.
الملاحظات العملية وأفضل الممارسات
بالنسبة لعمل VIP (عبر في الوسادة)، قم بعمل ملء الوسادة وعمل الوسادة على تلك البقع قبل الحفر العادي والخطوات الأخرى. هذا يمنع العملية الخاطئة ويساعد على جودة الطلاء النهائي.
عندما تحتوي اللوحة على العديد من الفتحات المدفونة أو العمياء، قم بتخطيط اللوحة وخطوات التعبئة للحفاظ على ثبات سمك التصفيح.
استخدم نوع الراتنج المناسب وملف المعالجة المناسب. يؤثر اختيار الراتنج على التدفق والمعالجة وسلوك الطحن.
استخدم أخذ عينات IPQC وفحوصات المقطع العرضي بعد خطوة تعبئة اللوحة للتأكد من النحاس داخل الوصلة وجودة تعبئة الراتنج.
استخدم الهيئة العربية للتصنيع واختبارات نهائية أخرى لضمان عدم وجود مشاكل في قناع اللحام أو العجينة.
الملخص
تُعد عملية النقل المملوءة بالراتنج عملية أساسية للوحات HDI وBGA الحديثة. فهي تساعد في التوجيه وتحسن الموثوقية وتحمي من عيوب اللحام. وتتطلب تحكمًا دقيقًا في الحفر والطلاء وتعبئة الراتنج والخبز والطحن. عند التخطيط الجيد، يتيح لك توصيل الراتنج استخدام تصميمات VIP وتلبية احتياجات لوحة BGA الضيقة.