
















はじめに
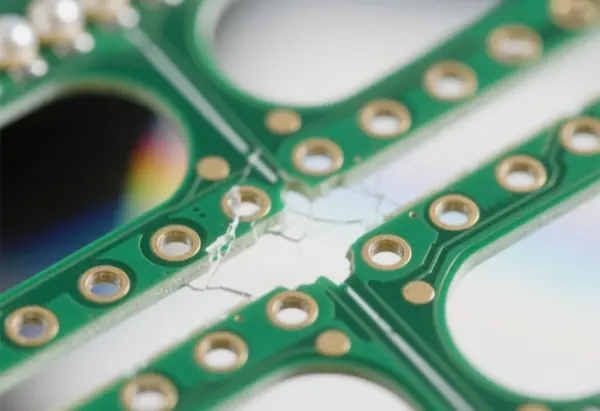
プリント基板(PCB)をリフローはんだ付けすると、曲がったり反ったりすることがよくあります。この問題が深刻な場合、部品が浮き上がったり、はんだ接合部が破損したり、部品が逆立ったりすることがあります。この記事では、まずプリント基板の反りのリスクについて説明します。次に、反りの主な原因について見ていきます。最後に、反りを低減または防止する実用的な方法を示します。明確でシンプルな手順と理由をお読みください。.
PCB反りのリスク
PCBが自動表面実装ライン上で平らでない場合、機械は部品を正しい場所に配置しないことがある。部品が穴に入らなかったり、SMDパッドに着地しなかったりします。場合によっては、自動挿入機が損傷することもある。部品が実装され、はんだ付けされた後、基板がゆがんでいると、リード線をきれいにトリミングすることが難しくなる。基板がケースに収まらなかったり、ソケットに差し込めなかったりすることもある。そのため、組立工場では反りが大きな問題となっている。.
表面実装技術(SMT)は、高精度化、高速化、自動化に向かっている。これにより、プリント基板の平坦性の必要性が高まっています。最新の機械は、配置とはんだ付けの間、基板が安定して正確であることを期待するため、平坦度は重要です。.
実際のところ、IPC規格では、表面実装デバイス付き基板の最大許容反り量は0.75%である。表面実装デバイスのない基板では、1.5%が限界です。高速・高精度アセンブリに対応するため、より厳しい制限を設けている企業もある。例えば、反りの最大値を0.5%、あるいは0.3%とする顧客もある。.
プリント基板の反りの原因
PCBは、銅箔、樹脂、ガラス繊維など、さまざまな素材から作られている。これらの材料は、熱や応力に対して異なる働きをします。これらを一緒にプレスして硬化させると、残った熱応力が反りの原因になることがあります。さらに、PCB製造には熱と機械的負荷を加える多くの工程があります。これらの工程には、ラミネーション、穴あけ、切断、ベーキング、はんだ付けなどが含まれます。これらはすべて、基板の形状を変化させる可能性があります。多くの要因が反りを引き起こす可能性があるため、主な原因を見つけるのは難しい場合が多い。.
不均一な銅エリア
グランドプレーンや電源プレーンには、大きな銅エリアが使われることが多い。このような大きな銅エリアが基板上に均等に広がっていないと、熱の吸収と放出が不均一になります。基板が加熱され冷却されるとき、基板の一部は異なる速度で膨張・収縮します。この不均等な膨張がストレスを生み、基板の反りの原因となります。ボードがガラス転移温度(Tg)に達すると、材料は軟化し、永久的な形状変化を起こす可能性がある。.
バイアスとレイヤータイ
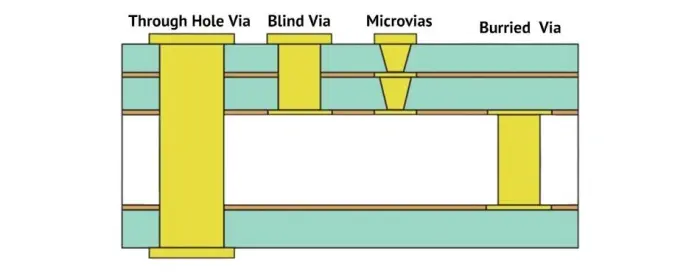
最近のPCBはほとんどが多層です。層は ビア. .ビアには、スルーホール、ブラインドビア、埋設ビアの3種類がある。ビアがレイヤー同士を結びつける場合、ボードの伸縮が制限される。この制約が局所的な応力の原因となり、基板全体が曲がったり反ったりすることがあります。.
基板重量と部品重量
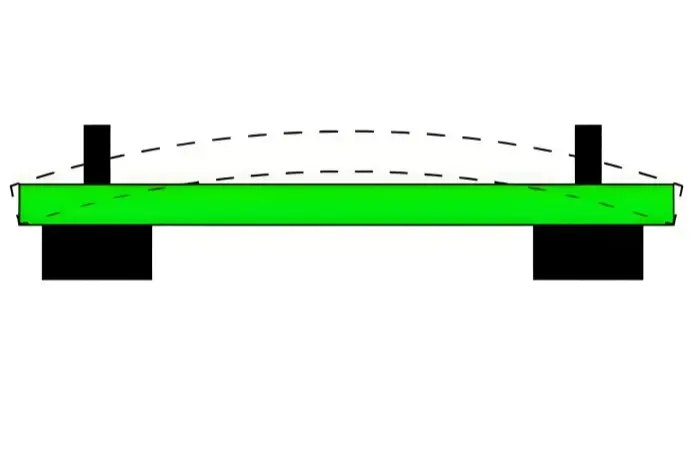
リフロー炉は、基板を端で支えるチェーンで基板を移動させることが多い。基板に非常に重い部品があったり、非常に大きかったりすると、その自重で中央部がたるむことがある。このたるみは、加熱中の反りや曲がりにつながり、冷却後も残ることがあります。.

パネルのVカットの深さとタブデザイン
Vカットは、パネル内のボードを分離する方法です。Vカットはパネルの構造強度を低下させる。カットされた部分は弱く、反りやすくなります。1枚のパネルに深いVカットや多数のVカットを施すと、加工中に反りが発生するリスクが高まります。.
素材とスタックアップの違い
PCBはコア、プリプレグ、外側の銅箔から作られる。ラミネートの際、コアとフォイルは熱を持ち、変形することがあります。その変化量は、各材料の熱膨張係数(CTE)によって異なります。.
銅箔とFR-4基材はCTE値が異なる。FR-4の場合、Tg以下のZ軸CTEとTg以上のCTEは異なります。Tg以上では樹脂が軟化し、膨張が大きくなります。Tgの高い材料は高温での変化が少なく、形状を保持しやすい。.
異なるコアが異なる銅パターン、厚さ、材質を持つ場合、ラミネーション中に異なる量だけ膨張する。CTEが大きく異なる2つのコアをプリプレグで接着し、硬化させた場合、基板は不均等な応力で固定される可能性があります。基板が冷えると、このような違いが、収縮の少ない側に基板が曲がる原因となる。.
ラミネート時の熱サイクル
ラミネーション中、温度は上昇し、プリプレグは流れ、銅パターンを埋め、そして硬化する。プリプレグがまだ柔らかいうちは、コアは自由に膨張できる。しかし硬化後、層はくっついた状態になる。コアの膨張量が異なっていた場合、硬化したアセンブリはそのミスマッチを保持します。基板が冷えると、不一致の収縮率が残り、永久的な反りの原因となります。.
製造工程がストレスを生む
PCB工程では、熱応力と機械的応力の両方が加わります。熱応力は主にラミネーションから生じます。機械的ストレスは、積層、ハンドリング、ベーキングから発生します。重要なプロセスポイントは以下の通りです:
- 銅で覆われた積層板:これらは対称的な構造をしており、通常はラミネーション中に反ることはありませんが、プレスではプレート全体に温度差が生じます。このような局所的な温度差は、小さな局所的な応力を生み、それが後になって現れることがあります。.
- ラミネーション:これが熱応力の主な原因である。PCBスタックアップでは、層パターンが異なり、プリプレグの量も異なります。これらの違いは熱応力を大きくし、除去しにくくします。穴あけ、配線、ベーキングの際に、蓄積された応力が解放され、基板の反りの原因となることがあります。.
- ソルダーマスクとレジェンドのベーキング:ソルダーマスクインクは150℃前後で硬化する。この温度は低Tgから中Tgの材料のTgを超えることがあり、基板をより柔軟にする。基板がオーブン内のラックや気流下にある間、基板は自重やオーブンの気流で曲がることがある。これが反りの原因となります。.
- 熱風はんだレベリング(HASL):HASLは急速加熱イベントです。典型的なはんだポットの温度は高く、基板は室温から高熱になり、その後洗浄され冷却されます。急速な加熱と冷却のサイクルは熱応力を加え、微小ひずみや大きな反りを引き起こす可能性があります。.
- 保管と取り扱い:ボードはラックの上に垂直に保管されることが多い。ラックがきつすぎたり、ボードが積み重ねられたりすると、機械的な力で曲がってしまうことがある。2.0mm以下の薄いボードは影響を受けやすい。.
プリント基板の反りを抑える方法
以下は、PCB製造および組立時の反りを低減する実用的な方法です。.
1.温度を下げ、ゆっくり加熱/冷却する。
温度は応力の主な原因であるため、リフロー工程ではオーブンの温度を下げるか、加熱と冷却の速度を遅くすることが有効である。基板がゆっくりと加熱・冷却されれば、熱膨張によるストレスが小さくなり、反りが発生しにくくなります。温度プロファイルを変更すると、はんだ付けの品質やサイクルタイムに影響する可能性があるため、副作用がないか確認してください。.
2.高Tg材料の使用
Tgはガラス転移温度。Tgを超えると材料は軟化し、ゴム状になる。Tgの低い材料は、リフロー時に早く、長時間軟化する。Tgの高い基材を使用すると、熱による基板の変形に対する耐性が高まります。高Tg材料はコストが高くなりますが、反りやその他の熱関連の問題を回避するのに役立ちます。高Tgは鉛フリープロセスで一般的に使用されます。.
3.ボードの厚みを増す
多くの消費者向け製品は、薄くて軽いプリント基板を目指している。現在では1.0mm、0.8mm、0.6mmといった薄さの基板が一般的だ。薄い基板はリフローで平坦に保つのが難しい。製品が許せば、標準的な1.6mmの板厚を使用してください。厚い基板は曲がりやたるみに強く、反りのリスクも低くなります。.
4.基板サイズとパネル数の削減
リフロー炉は端で基板を支えることが多いため、大きな基板は自重でたわむことがあります。大型パネルの場合は、長辺をサポート・チェーンに沿わせるようにすると、たるみが少なくなります。また、可能な限りパネルあたりの基板枚数を少なくしてください。たるみを軽減するために、幅の狭い縁を前方にしてオーブン内を通過させる。.
5.リフローキャリアまたはトレイを使用する。
他の方法では不十分な場合は、リフロー・キャリアまたはテンプレートを使用する。キャリアは、加熱と冷却の間、プリント基板を平らに保持します。キャリアは、基板がTg以下に冷えて剛性が回復するまで、基板が動かないようにします。片側キャリアでは不十分な場合は、トッププレートとボトムプレートで基板を挟み込む2ピースキャリアを使用する。キャリアはコストがかかり、ハンドリングに余分な時間を要するが、反りをよくカットする。.
6.Vカットをルート・タブまたは “マウス・バイト ”に置き換える。”
Vカットはパネルを弱くするので、Vカットの深さを減らすか、ソリッドタブやルーティングレールを使用する。ソリッド・タブやスタンプ・ホールはパネル強度を高く保ち、反りのリスクを低減します。Vカットを使用しなければならない場合は、カットを浅くし、ボードを支える十分なパネル・フレームを残してください。.
7.慎重に素材を選び、左右対称にデザインする
同じような CTE を持ち、プロセスのニーズに合った母材を選ぶ。銅のパターンはできるだけ上下、層間で対称になるようにデザインしてください。片側は銅が少ないのに、片側だけ銅が多くなるようなことは避けてください。可能であれば、銅の分布のバランスをとるために内部プレーン分割やサーマルリリーフを使う。.
8.対称的または思慮深いスタックアップを使用する。
対称的な積層(鏡のような積層)は、不均衡を減らし、反りを少なくする。電気的な理由で非対称のスタックアップが必要な場合は、全体的な構造のバランスが保たれるようにレイヤーの順序を計画するようにしてください。コア材料が異なる場合、ラミネーションスタック内のレイヤリングとツールボードの配置を調整することで、ストレスを軽減することができます。.
9.ラミネーション・パラメーターの最適化
ラミネーションの設定は重要です:プレス温度プロファイル、ホールド時間、冷却制御はすべてストレスに影響します。ホットサイクルの最後に冷却をコントロールできる印刷機を使用する。冷却機能が統合されたホットプレスは、スタックをコールドプレスに素早く移すホットプレスよりも優れています。また、ラミネーション中は、PCBスタックの周囲にツールプレートと緩衝材を対称に積み重ねること。.
非標準の材料や非対称の構造を使用しなければならない基板には、プレスで非対称積層を試してみてください。このアイデアは、熱流のバランスが取れるように緩衝材やツールプレートを配置し、両側が一致した速度で温まり、冷えるようにすることである。これにより、CTEミスマッチの影響が軽減される可能性がある。ラミネート後の硬化やベーク後のステップも、ボードを安定させるのに役立ちます。.
10.オーブンラックのミスを避け、焼き上がりをコントロールする
ソルダーマスクやレジェンドインクをベーキングする際は、下側の基板が重みで曲がるような方法で基板を積み重ねないでください。風で基板が曲がらないように、オーブン内の基板の向きが気流に合っていることを確認してください。ホットエアレベリングでは、基板を平らに置き、水洗いの前に少なくとも30秒間冷却するようにしてください。.
11.保管と取り扱いの管理
ボードが曲がらないようにラックに収納する。狭いスペースに多くのラックを積み重ね、ボード同士が押し付け合うようなことは避けてください。パレットとラックの間隔を適切にして、ボードが圧迫されたり、塑性変形したりしないようにしてください。保管中の変形は、後の平坦化工程で完全に取り除けない場合があります。.
12.出荷前平坦化(最終平坦化)
ほとんどのPCBメーカーは、出荷前に最終的な平坦化工程を行います。このステップには、機械的平坦化または加重による熱平坦化がある。ソルダーマスクと表面コーティングは、熱平坦化の効き方に影響するため、ベーク温度と時間を注意深く制御する。ほとんどの基板では、Tg直下またはTg付近まで加熱し、冷却時に加重をかけると平坦化しやすくなります。高Tg材料の場合、より高い温度が必要になることがありますが、インクやコーティングの限界に注意してください。.
ベーク中に圧力を加えることと、ベーク後の冷却時間を遅くすることは、いずれも平坦化効果を高めるのに役立つ。これらの設定は、ボードの材質とコーティングに合わせる必要があります。最終的な平坦化によって反りを大幅に減らすことはできますが、それ以前の工程で大きなビルトインストレスが発生した場合は、完全な解決にはなりません。.
プロダクション&デザインノート
基板に低Tg材料を使用する場合、反りの欠陥率は高Tg材料よりも高くなる傾向がある。高Tg材料は通常フィラーを含み、低TgタイプよりもCTEが低い。下流工程では、通常150℃付近のベーク温度が低Tg基板により大きな影響を与える。.
設計においては、構造の非対称性、材料の非対称性、銅の不均一なパターニングを避けてください。これらの設計上の問題は反りのリスクを高めます。また、コアとコアのラミネーション(複数のコアを直接接着する)は、銅箔をラミネーショ ンしたシングルコアよりも複雑なストレスになることがよくあります。3つ以上のコアを持つコアスタックは、単純な構造よりも反り試験で高い不良率を示します。.
パネルフレームの設計も反りに影響する。パネルエッジに連続した大きな銅フレームがあると、ラミネーション時にパネル全体が硬くなり、応力がその場所に保持されます。このストレスが配線後に解放され、単板の反りが大きくなることがあります。銅ドットや銅ブロックを使った非連続フレームは、応力を徐々に解放する傾向があり、配線後の単板の反りが少なくなる可能性があります。.
ラミネーション戦略
ラミネーションは反り制御の鍵です。適切なプレスを選択し、正しいパラメーターを設定し、ストレスを軽減するためにスタックの配置を計画してください。対称構造には、対称スタックと対称ツールプレートを使用する。スタックをプレス内で冷却するホットプレスは、別のコールドプレスに移行するよりも優れています。材料を支持したまま冷却することで、反りにつながる応力の解放を抑えることができる。.
非対称のボードを作らなければならない場合は、非対称のツールスタッキングとポストキュアステップを試してみてください。この方法では、両方の基板表面が異なる方法で加熱または冷却されるように配置された緩衝材を使用するため、最終的な収縮がバランスします。ラミネーション後、二次硬化または平坦化ステップを追加し、基板の厚み公差をチェックすることで、部品を顧客仕様内に収めることができる。.
その他のプロセス制御
ラミネーション以外にも、ソルダーマスク硬化、レジェンド硬化、HASL、リフローなどの高熱工程があることを忘れないでください。これらの工程は、ストレスを与える急激な加熱と冷却のサイクルを避けるように制御する必要があります。適切なオーブン・プロファイルを使用し、加熱と冷却に時間をかけ、平らな表面で基板を休ませたり冷やしたりしてください。保管中は、基板を曲げるような積み重ねは避けてください。.
最終平坦化と出荷
多くの工場では出荷前に、工程で生じた反りを除去するために板を平らにする。機械的平坦化または加重下での熱平坦化は、平坦度を向上させる。一般的な材料では、140~150℃付近の平坦化ベークが効果的です。高Tgの基板では、このベークはあまり効果的でないため、慎重に行う必要がある。結果を改善するには、圧力をかけ、冷却時間を長くする。平坦化工程は、最終的な平坦度に大きな違いをもたらす。.
要約と実践的チェックリスト
反りは一般的なプリント基板の問題です。材料の不一致、熱サイクル、取り扱い、重い部品、パネル設計などから発生します。反りを減らすには
- 可能な限り高Tg材料を使用する。.
- 可能な限り、ボードのスタックアップは左右対称に保つこと。.
- 銅エリアの上下のバランスをとる。.
- 製品が許せば、厚めの板を使用する。.
- パネルサイズを小さくするか、パネルあたりのボードを制限する。.
- 長辺がオーブンの中で支持されるように、パネルの向きを合わせる。.
- リフロー炉やその他のオーブンでは、加熱と冷却に時間がかかる。.
- 壊れやすい基板や大きな基板には、リフローキャリアやツーピーストレイを使用してください。.
- 深いVカットを、ルーティングされたタブまたはスタンプされた穴で置き換えるか、減らす。.
- ラミネーション設定を最適化し、可能な限りホット-コールド一体型プレスを使用する。.
- 焼成中にボードを重ねたり、圧縮したりしないでください。.
- 制御された熱と圧力の下で、最後の平らにする工程を加える。.
設計と生産でこれらのステップに従えば、反り率を削減し、手直しや組立不良を減らすことができる。各基板はそれぞれ異なるので、完全生産の前に、新しいスタックアップ、材料、パネルスキームについて小規模なテストを実施してください。これにより、大量生産のリスクを回避し、品質を高く保つことができます。.
クロージング・ノート
設計段階や工程計画の段階で反りに対処してください。銅のレイアウト、パネリング戦略、ラミネーションの順番を少し変えるだけで、大きな効果があります。それでもボードが反ってしまう場合は、キャリアを使ったり、厚みを増やしたり、材料グレードを変えたりしてください。基板サプライヤーと協力し、設計ルールと工程管理を組み合わせたアプローチを選んでください。そうすることで、アセンブリの信頼性が高まり、故障部品や再加工によるコストが削減されます。.

