
















LED照明は、ニッチな技術から一変した。 $700億ドル以上のグローバル産業, 回路基板はすべての照明器具の重要なバックボーンとなっている。. PCBA製造 LEDアプリケーションでは、熱管理、電気性能、コスト効率のバランスをとる精密なエンジニアリングが要求される。.
LED製品のプリント基板組立工程は、従来の電子機器とは根本的に異なる。LEDはコンパクトなスペースで大きな熱を発生するため、標準的な基板よりも3倍から5倍速く熱エネルギーを放散するアルミニウムや銅コア基板のような特殊な基板が必要となる。 FR-4材料. .によると プリント基板アセンブリ市場調査, 世界のPCBA市場は、自動車、建築、工業分野でのLED採用が主な要因となって加速度的に成長している。.
最新のLED PCBAは複数の分野を統合している: SMT部品配置 ドライバーICや受動部品、熱インターフェース材料への応用など、ますます増えている、, チップオンボード (COB)直接LEDマウント。LEDは LED製造部門 より高いルーメン密度とより長い動作寿命に向けて進化を続けるPCBAメーカーは、先進的な材料と品質管理プロトコルを採用する必要に迫られている。.
LED特有の組立工程の微妙な違いを理解することで、適切な生産と卓越した生産を分けることができます。この違いは、この競争の激しい状況において、製品の信頼性とメーカーの評判に直接影響します。.
LED PCBA製造における主要部品
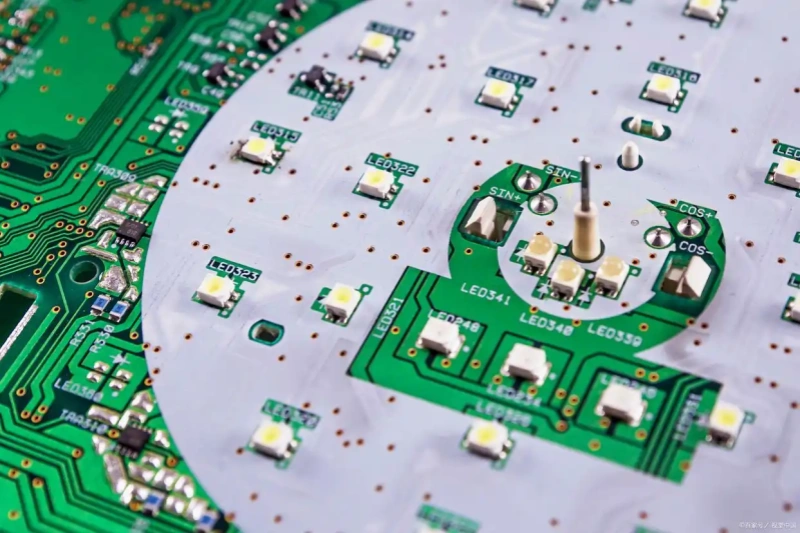
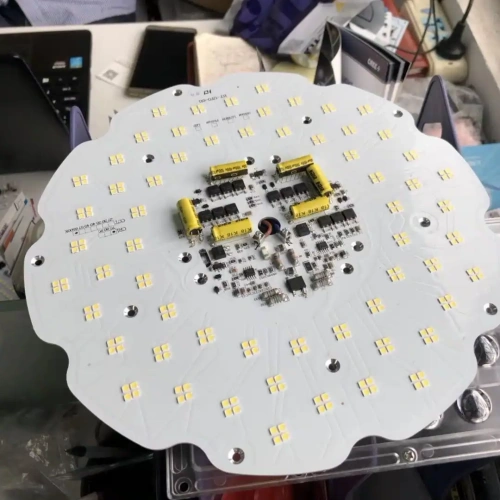
LEDプリント基板製造 は、信頼性の高い性能を発揮するために、いくつかの特殊な部品が調和して動作することに依存しています。その土台となるのが基材で、通常はアルミニウムか銅張りのラミネートですが、これが次のような機能を提供します。 熱管理能力 LEDの長寿命化に不可欠業界の分析によると, 熱伝導率要件 により、高出力LED用途でのアルミ基板採用が年間23%増加した。.
LEDチップそのものが最も重要な部品である。 チップオンボード(COB)技術 最近のデザインを席巻している。これらのチップはPCBに直接実装されるため、LEDを個別にパッケージングする必要がなく、放熱性が向上します。LEDの周囲には、電流制限抵抗器とドライバーICが配置され、電力供給を調整しています。これは一見単純な機能ですが、LED照明器具が50,000時間動作するか、早期に故障するかを決定します。.
ソルダーマスク層とシルクスクリーン層がアセンブリを完成させ、製造中に部品の位置を特定しながら銅トレースを保護する。以下の 基本単層設計, これらのコンポーネントは1つの表面に実装される。しかし, 複雑なLEDシステム 銅のサーマルビア(接合点から 200 W/mK を超える速度で熱を逃がす微細な溝)を組み込んだ多層基板を使用することが多くなっています。この熱構造はエンド・ユーザーには見えませんが、プロ仕様の LED 照明と、設置後数ヶ月で色あせたりちらついたりする民生用製品とを区別しています。.
PCBA製造プロセスの比較
各メーカーは主に3つのアプローチで生産を行っている。 LED照明PCB アセンブリは、それぞれ異なるアプリケーション要件に対して明確な利点を提供する。表面実装技術(SMT)は、業界を支配しており、その約8割を占めている。 LED回路基板製造の85% そのスピードと精度の高さからスルーホール技術(THT)は、あまり一般的ではありませんが、産業用治具のような振動の多い環境に対して優れた機械的安定性を提供します。チップ・オン・ボード(COB)は最も統合されたアプローチで、LEDダイを基板に直接接着し、熱効率を最大化します。.
選考基準は3つの要素で決まる: 生産量、部品密度、熱管理のニーズに対応します。SMTは、自動化がコスト効率を向上させる一方で、以下のような大量生産シナリオに適しています。 フレキシブルPCBオプション は、建築設備用のユニークなフォームファクターを可能にする。COB技術は最も強い成長軌道を示し、その市場規模は次のように予測される。 2030年までに$48億ドル メーカーが熱性能を優先させるからだ。.
しかしだ、, すべての用途に適した方法はない. .街路照明ではスルーホール組立の耐久性が要求されることが多く、一方、民生用電球ではSMTの小型化能力の恩恵を受けている。この選択は、最終的には、長期的な信頼性要件と先行金型コストのバランスをとることになります。この決定は、今日の競争の激しい照明市場における製造ワークフローと最終製品の性能の両方を形作るものです。.
方法1:表面実装技術(SMT)
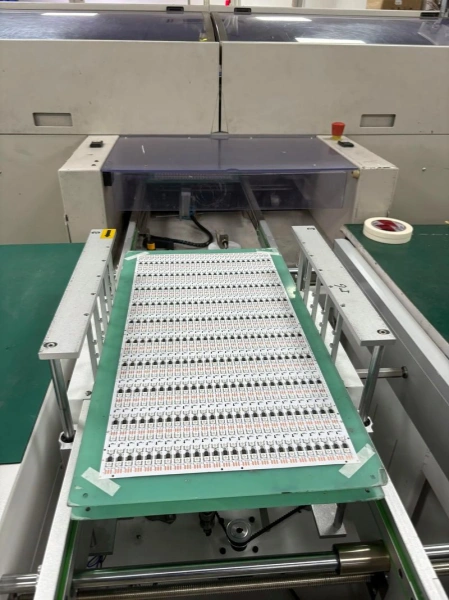
表面実装技術 現代を支配する LED PCBアセンブリ, は、そのスピードと部品密度の優位性から、商業生産の大部分を占めている。このプロセスでは、穴にリード線を挿入するのではなく、基板表面に直接部品を実装するため、メーカーは自動ピック・アンド・プレース・マシンを使って1時間に数千個の部品を実装することができる。.
SMTのワークフローは、まずステンシルを使ってはんだペーストを塗布し、錫ベースの合金を銅パッド上に正確に堆積させることから始まります。その後、自動配置機がLEDチップ、抵抗器、ドライバーICを0.02mmの精度で配置します。リフロー炉は、制御された温度プロファイルではんだペーストを溶融することでプロセスを完了します。.
このアプローチは、単位当たりのコストが最も重要なLED照明の大量生産に適している。曰く プリント基板アセンブリ市場分析, SMTアセンブリは、小型化のトレンドをサポートしながら、他の方法と比較して30-40%の製造コストを削減します。その 近代的な組立工程 は、手作業では不可能なコンポーネントの配置を実現する。.
しかし、SMTは熱管理上の課題をもたらします。特に、接合部温度が寿命と性能に直接影響する高出力LEDアプリケーションでは注意が必要です。.
方法2:スルーホール技術
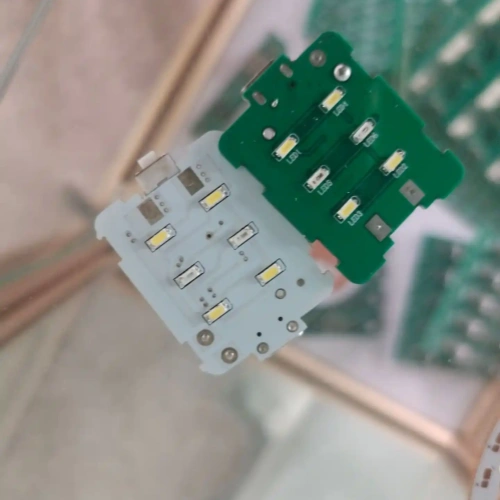
スルーホール技術 にはまだ関連性がある。 LED照明アプリケーション 現代ではSMTが優勢だが LED用プリント基板製造 システム。この伝統的な組み立て方法では、部品のリード線を基板のドリル穴から挿入してから反対側ではんだ付けするため、非常に堅牢な機械的結合が形成されます。.
高出力LED器具、特に産業環境、屋外街灯、自動車用途では、重要な接続にスルーホール部品を使用することが多い。このプロセスは、アセンブリが持続的な振動、熱サイクル、または表面実装接合部を損なう可能性のある物理的ストレスに耐えなければならない場合に優れています。LEDドライバーの電源、変圧器、放熱部品は、特に次のような理由でこの方法をよく利用します。 機械的ストレス下での信頼性向上.
しかし、スルーホール組立には顕著な限界がある。製造速度は自動SMTラインに比べて大幅に低下し、部品密度は穴間隔要件によって制約されたままである。手作業による挿入が自動化工程を補うことが多いため、一般的に人件費が高くなります。最近のLED PCBAの大半は、ハイブリッド戦略を採用しており、スルーホール技術を高応力接続にのみ使用し、大半の部品はSMTに依存しています。この組み合わせは、機械的な信頼性と製造効率のバランスをとるもので、特に故障が安全性や金銭的な影響をもたらすようなアプリケーションでは有効です。.
ケーススタディLED PCBAの実装に成功
ある著名な自動車照明メーカーは、従来の白熱灯システムからLEDベースのアセンブリに移行する際、品質のばらつきに直面した。既存の SMTアセンブリ LED プロセスは熱管理の問題に苦戦し、その結果、フィールドテストでは8%を超える早期故障率が発生した。.
その解決策は、次のようなものだった。 PCBA専門メーカー は、熱設計の最適化において豊富な経験を有しています。主な実施手順としては、熱伝導率2.0W/m・Kのアルミコア材料を使用したPCB基板の再設計、3つの製造工程における自動光学検査(AOI)システムの導入、ピーク温度を±3℃の許容範囲内に維持する厳格なリフロープロファイル制御の確立などが挙げられます。.
その結果、組織的なプロセス改善の効果が実証された。. 6ヶ月以内に、現場での不良率は0.9%まで低下し、生産スループットは手直しサイクルの削減により34%増加した。その結果 プリント基板アセンブリ市場 は、自動車および産業部門における品質重視の導入により、継続的な成長を見込んでいる。.
このメーカーは、熱シミュレーションソフトウェアとリアルタイムモニタリングシステムへの投資が特に価値あるものであることを証明した。しかし、この移行には多額の資本投資が必要で、機器のアップグレードとオペレーターのトレーニングにおよそ$85万円が必要でした。このケースは、戦略的なプロセスの改良が、LED照明の組み立てにおける基本的な課題を解決すると同時に、拡張可能な品質ベンチマークを確立する方法を示しています。.
テクニカル・ディープ・ダイブLED PCBAの熱管理
効果的な熱管理は、LEDの寿命と性能を決定する最も重要な要素です。LEDは従来の照明よりも効率的にエネルギーを変換しますが、それでも入力電力の約65~80%は熱として放散します。適切な熱制御を行わないと、接合部温度が150℃を超えることがあり、ルーメンの劣化を劇的に促進し、動作寿命を50%以上短くしてしまいます。.
LEDチップ実装 技術は熱経路に直接影響します。LEDジャンクションからPCB基板への直接的な熱経路は、熱放散の主要な障壁である熱抵抗を最小限に抑えます。メタルコアPCB(MCPCB)の熱伝導率は1.0~8.0W/m・Kで、標準的なFR-4の0.3W/m・Kよりはるかに優れています。しかし, 高度なマウント技術 基材の選択と同じくらい重要なことだ。.
サーマルビアは、PCB層を通して垂直方向の熱伝達を促進します。メーカーは通常、直径0.3mmのビアをLEDフットプリントの下に配列し、銅プレーンや外部ヒートシンクへの低抵抗チャネルを作ります。一般的なパターンでは、LED1個あたり9~16個のビアを0.8~1.0mm間隔で配置します。適切なはんだペースト量(通常0.1~0.15mm厚)と組み合わせることで、これらの構成は5℃/W以下の接合対基板熱抵抗を実現します。.
について プリント基板アセンブリ市場 設計段階での熱シミュレーションの必要性が高まっています。数値流体力学(CFD)モデリングは、試作前にホットスポットの形成を予測し、開発サイクルを30~40%短縮します。この予防的アプローチは、熱管理を後回しにするのではなく、アーキテクチャレベルで対処します。.
LED PCBAの限界と考察
LED PCBA製造の技術的進歩にもかかわらず、いくつかの固有の制約があるため、設計と実装の際には慎重に考慮する必要があります。これらの制約を理解することで、エンジニアは十分な情報を得た上で決定を下し、システム性能に対する現実的な期待値を設定することができます。.
コストが普及の大きな障壁となっている. .LED技術の低価格化が進む一方で、高品質なPCBAの製造、特に高度な技術を必要とするアプリケーション向けのPCBAの製造が増加している。 熱管理 のソリューションは、依然として割高な価格設定となっている。その チップオンボードLED市場 このような現実を反映し、高度なパッケージング構成は、従来の実装技術に比べ、総製造コストに15-30%を上乗せしている。.
設計の複雑さが複数の障害点をもたらす. .パワーマネージメント回路、ドライバーエレクトロニクス、LEDアレイが1枚の基板上に統合されているため、相互依存関係が生じ、トラブルシューティングが複雑になることがあります。たった一つのはんだ接合部の冷えや不適切な熱インターフェイスが、システム全体の性能劣化に連鎖する可能性があります。部品の間隔が狭くなると、熱クロストークや電磁干渉の影響を受けやすくなるため、小型化の傾向はこの課題をさらに悪化させます。.
材料の選択には、性能とコストの間の継続的なトレードオフがある。一方 メタルコアPCB は放熱性に優れていますが、スルーホール部品の可能性がなくなり、多層設計が複雑になります。標準的なFR-4基板はコスト効率に優れていますが、大型のヒートシンクや強制空冷など、より積極的な熱管理戦略を必要とします。.
要点
LED PCBA製造は、精密エレクトロニクスと熱工学の交差点に位置する。 材料の選択、組み立て技術、熱管理は、製品の寿命と性能を決定する。. .小型化、高電力密度化へと向かう産業界では、放熱に対するますます高度なアプローチが求められている。 アルミニウム基板 と高度な誘電体材料は、例外的なものではなく、むしろ標準的なものになりつつある。.
について 世界のPCBA市場、2032年までに$116億ドルに成長すると予測 は、単に需要が増加しただけでなく、より複雑な回路集積を必要とするインテリジェント照明システムへの根本的なシフトを反映している。このような状況で成功を収めるには、メーカーは、コスト制約に対する熱性能、柔軟性に対する自動化、カスタマイズに対する標準化など、競合する優先事項のバランスを取る必要がある。.
LED PCBA生産に参入または拡大するメーカーにとって、3つの優先事項が譲れないものとして浮かび上がってくる。堅牢な熱管理プロトコルの確立、部品レベルでの厳格な品質管理の実施、急速な技術進化に対応する柔軟性の維持である。成功するメーカーは、熱管理を解決すべき技術的課題としてではなく、新たなLED化学物質、ドライバー技術、アプリケーション固有の要件に適応する継続的な最適化プロセスとして捉えているメーカーである。.
優れたLED PCBAとは、アセンブリや設計における個々の卓越性ではなく、材料科学、熱物理学、製造精度の体系的な統合であることを認識するメーカーに未来がある。.

