
















Các sự cố chập mạch và hở mạch trên đường dẫn PCB là những vấn đề mà hầu hết các nhà sản xuất PCB phải đối mặt hàng ngày. Những vấn đề này khiến nhân viên sản xuất và kiểm soát chất lượng luôn bận rộn. Chúng gây ra tình trạng thiếu hụt số lượng hàng giao, phải làm lại thêm, chậm trễ giao hàng và khiếu nại từ khách hàng. Đây là những vấn đề nan giải trong ngành. Tôi có hơn 20 năm kinh nghiệm làm việc trong lĩnh vực này. Sản xuất bảng mạch in (PCB) Ngành công nghiệp. Tôi đã làm việc chủ yếu trong lĩnh vực quản lý sản xuất, quản lý chất lượng, kiểm soát quy trình và kiểm soát chi phí. Tôi đã tích lũy được một số kinh nghiệm trong việc khắc phục các sự cố mạch hở và mạch ngắn trên bảng mạch in (PCB). Tôi ghi chép lại những điều này như một bản tóm tắt để các đồng nghiệp thảo luận. Tôi hy vọng nhân viên sản xuất và chất lượng có thể sử dụng tài liệu này làm tài liệu tham khảo.
1. Phân loại các nguyên nhân chính gây ra mạch hở của PCB
Chúng tôi trước tiên phân loại các nguyên nhân chính gây ra mạch hở PCB thành các nhóm sau:
Bây giờ chúng ta sẽ liệt kê các nguyên nhân và các biện pháp cải thiện theo từng loại:
2. Mạch hở do vật liệu nền bị lộ (vết xước trên lớp màng)
Tấm laminate phủ đồng (CCL) đã có vết xước trước khi được đưa vào kho lưu trữ.
CCL bị trầy xước trong quá trình cắt.
CCL bị trầy xước bởi mũi khoan trong quá trình khoan.
CCL bị trầy xước trong quá trình vận chuyển.
Sau khi mạ đồng không điện, khi xếp chồng, các bảng mạch bị trầy xước bề mặt do xử lý không đúng cách.
Trong quá trình sản xuất, khi các tấm bảng đi qua máy ngang, lớp màng bề mặt bị trầy xước.
2.1 Phương pháp cải tiến:
Trước khi đưa vào kho, CCL nhập kho phải được kiểm tra ngẫu nhiên bởi bộ phận Kiểm soát Chất lượng Nhập kho (IQC). Kiểm tra bề mặt bảng mạch xem có vết trầy xước hoặc vật liệu nền bị lộ ra không. Nếu phát hiện hư hỏng, hãy liên hệ với nhà cung cấp kịp thời và thực hiện các biện pháp khắc phục phù hợp với tình huống.
Nếu lớp CCL bị trầy xước trong quá trình cắt, nguyên nhân chính là do các vật thể cứng và sắc nhọn trên bàn cắt. Khi lớp CCL cọ xát với vật thể cứng, lớp đồng mỏng bị trầy xước và vật liệu nền bị lộ ra. Vì vậy, hãy làm sạch bàn cắt kỹ lưỡng trước khi cắt. Đảm bảo bề mặt bàn cắt phẳng và không còn vật thể cứng, sắc nhọn nào còn lại.
Nếu CCL bị trầy xước bởi mũi khoan trong quá trình khoan, nguyên nhân chính là do collet bị mòn hoặc bẩn bên trong collet. Một collet bẩn hoặc mòn không thể giữ chặt mũi khoan. Mũi khoan có thể nằm thấp hơn chiều dài đã cài đặt và công cụ có thể không nâng đủ trong quá trình di chuyển. Khi máy di chuyển, đầu mũi khoan có thể cọ xát vào lá đồng và làm lộ vật liệu nền.
a) Thay thế các bộ kẹp theo số lần thay đổi dụng cụ hoặc khi bộ kẹp có dấu hiệu mòn.
b) Vệ sinh các bộ kẹp thường xuyên theo hướng dẫn công việc để đảm bảo không còn bụi bẩn bên trong.
Bảng bị trầy xước trong quá trình vận chuyển:
a) Khi di chuyển các tấm ván, công nhân có thể nhấc quá nhiều tấm ván cùng lúc hoặc tải trọng có thể quá nặng. Sau đó, họ kéo các tấm ván thay vì nhấc chúng. Các góc của tấm ván và bề mặt tấm ván cọ xát và bị trầy xước.
b) Khi đặt các tấm ván xuống, nếu chúng không được xếp gọn gàng, mọi người có thể đẩy mạnh để sắp xếp chúng. Điều này gây ra ma sát giữa các tấm ván và gây trầy xước.
Sau khi mạ đồng không điện hoặc mạ điện toàn bảng, các bảng mạch có thể bị trầy xước khi xếp chồng do xử lý không đúng cách:
Khi các bảng mạch được xếp chồng lên nhau sau khi mạ đồng không điện hoặc sau khi mạ điện toàn bảng, nhiều bảng mạch cùng nhau tạo ra trọng lượng. Khi chồng bảng được đặt xuống, các góc của bảng có thể va chạm xuống và dưới tác động của trọng lực và tốc độ, chúng tạo ra một lực tác động mạnh lên bề mặt bảng. Điều này có thể gây trầy xước bề mặt và làm lộ vật liệu nền.
Bảng sản xuất bị trầy xước khi đi qua máy ngang:
a) Bảng dừng trên máy mài hoặc máy đánh bóng có thể chạm vào bề mặt tấm ván. Viền của bảng có thể không đều và có thể có các vật sắc nhọn. Khi tấm ván đi qua, bề mặt sẽ bị trầy xước.
b) Trục truyền động bằng thép không gỉ có thể bị hư hỏng và tạo thành một điểm nhọn. Khi bảng mạch đi qua, điểm nhọn này có thể làm trầy xước đồng và lộ ra lớp nền.
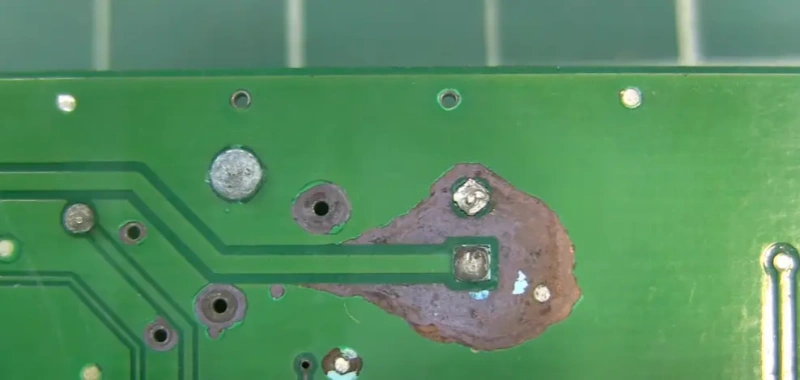
Tóm lại, các vết xước làm lộ vật liệu nền sau khi mạ đồng không điện phân dễ dàng phát hiện trên các đường mạch nếu chúng xuất hiện dưới dạng các đường mở hoặc khe hở. Tuy nhiên, nếu vết xước xảy ra trước khi mạ đồng không điện phân, thì lớp đồng không điện phân có thể phủ đồng lên vết xước. Lớp đồng trên đường mạch tại vị trí đó sẽ mỏng hơn nhiều. Trong các thử nghiệm mở/ngắn mạch sau này, điều này khó phát hiện. Khi khách hàng sử dụng bảng mạch, dòng điện cao có thể làm cháy đường mạch và gây ra hiện tượng mở mạch. Rủi ro chất lượng ẩn và tổn thất kinh tế có thể rất lớn.
3. Mạch hở do thiếu lớp mạ lỗ (không có lớp mạ lỗ)
Không có quá trình mạ lỗ trong quá trình mạ đồng không điện.
Dầu còn lại trong các lỗ không gây ra hiện tượng mạ lỗ.
Việc mài mòn vi mô quá mức gây ra hiện tượng không mạ lỗ.
Lớp mạ kém chất lượng gây ra hiện tượng không mạ được lỗ.
Mũi khoan đốt lỗ hoặc bụi làm tắc lỗ và gây ra hiện tượng không mạ lỗ.
3.1 Các biện pháp cải thiện:
Không có quá trình mạ lỗ trong quá trình mạ đồng không điện:
a) Vấn đề về chất điều chỉnh lỗ: Nếu cân bằng hóa học của chất điều chỉnh lỗ không đúng hoặc dung dịch bị hỏng, tính chất điện của thành lỗ không thay đổi như yêu cầu. Chất điều chỉnh lỗ có tác dụng điều chỉnh tính chất điện của lớp cách điện trên thành lỗ, để ion palladium hấp phụ tốt và đồng không điện phân có thể phủ kín hoàn toàn. Nếu nồng độ của chất điều chỉnh lỗ không cân bằng hoặc đã hết hạn, quá trình mạ lỗ sẽ không thể diễn ra.
b) Chất kích hoạt: Các thành phần chính của chất kích hoạt bao gồm palladium (Pd), axit hữu cơ, ion stannous và clorua. Để palladium lắng đọng đều trên thành lỗ, nhiều thông số phải được kiểm soát. Đối với ví dụ về chất kích hoạt của chúng tôi:
i) Duy trì nhiệt độ trong khoảng 35–44°C. Nếu nhiệt độ quá thấp, mật độ palladium trên thành lỗ sẽ thấp và đồng không điện phân không phủ kín hoàn toàn. Nếu nhiệt độ quá cao, phản ứng diễn ra quá nhanh và chi phí vật liệu tăng lên.
ii) Duy trì nồng độ (được đo bằng màu sắc hoặc độ mạnh) trong khoảng 80%–100%. Nếu nồng độ thấp, mật độ palladium thấp và đồng không điện phân không phủ đều. Nếu nồng độ cao, phản ứng diễn ra quá nhanh và chi phí vật liệu tăng cao.
iii) Trong quá trình sản xuất, duy trì dung dịch hoạt hóa. Nếu dung dịch bị ô nhiễm nặng, palladium trên thành lỗ sẽ không dày đặc và lớp đồng không điện phân sau đó sẽ không phủ kín hoàn toàn.
c) Chất xúc tác: Chất xúc tác chủ yếu chứa các axit hữu cơ. Nhiệm vụ của nó là loại bỏ các hợp chất stannous và clorua bị hấp phụ trên thành lỗ, để kim loại xúc tác palladium được lộ ra cho các phản ứng sau này. Đối với chất xúc tác của chúng ta, hãy duy trì nồng độ hóa chất trong khoảng 0.35–0.50 N. Nếu nồng độ quá cao, toàn bộ palladium có thể bị loại bỏ và đồng không điện phân sau đó sẽ không phủ đều. Nếu nồng độ quá thấp, việc loại bỏ stannous và clorua sẽ kém hiệu quả và đồng không điện phân sau đó sẽ không phủ đều.
d) Kiểm soát các thông số của quá trình mạ đồng không điện là yếu tố quan trọng để đạt được độ phủ lỗ tốt. Sử dụng các thông số bể mạ mà chúng tôi sử dụng:
i) Duy trì nhiệt độ trong khoảng 25–32°C. Nếu nhiệt độ quá thấp, hoạt động của bể mạ sẽ kém và không xảy ra quá trình mạ lỗ. Nếu nhiệt độ vượt quá 38°C, phản ứng diễn ra quá nhanh, ion đồng giải phóng quá nhanh và các hạt đồng xuất hiện trên bề mặt tấm. Điều này dẫn đến việc phải làm lại hoặc phế liệu. Trong trường hợp đó, cần lọc bể mạ đồng không điện phân ngay lập tức, nếu không bể mạ có thể bị hỏng.
ii) Điều chỉnh nồng độ Cu²⁺ trong khoảng 1,5–3,0 g/L. Nếu nồng độ Cu²⁺ quá thấp, hoạt tính của bể mạ kém và quá trình mạ lỗ không đạt yêu cầu. Nếu nồng độ vượt quá 3,5 g/L, phản ứng diễn ra quá nhanh, dẫn đến việc hình thành các hạt đồng trên bề mặt tấm và gây ra việc phải làm lại hoặc phế liệu. Trong trường hợp này, cần lọc bể ngay lập tức. Việc điều chỉnh nồng độ Cu²⁺ chủ yếu được thực hiện bằng cách thêm dung dịch đồng không điện phân A.
iii) Điều chỉnh nồng độ NaOH trong khoảng 10,5–13,0 g/L. Nếu nồng độ NaOH quá thấp, hoạt tính của bể mạ sẽ kém và quá trình mạ lỗ sẽ không tốt. Việc điều chỉnh nồng độ NaOH chủ yếu được thực hiện bằng cách thêm dung dịch đồng không điện phân B. Dung dịch B chứa chất ổn định cho bể mạ. Thông thường, tỷ lệ pha trộn giữa A và B là 1:1.
iv) Kiểm soát formaldehyde (HCHO) ở mức 4,0–8,0 g/L. Nếu nồng độ HCHO thấp, hoạt tính của bể kém và quá trình mạ lỗ không tốt. Nếu HCHO vượt quá 8,0 g/L, phản ứng diễn ra quá nhanh, các hạt đồng hình thành trên bề mặt tấm và gây ra việc sửa chữa lại hoặc phế liệu. Lúc đó, cần lọc bể ngay lập tức. Việc kiểm soát HCHO chủ yếu được thực hiện bằng cách thêm dung dịch đồng không điện phân C. Lưu ý rằng dung dịch A cũng chứa thành phần HCHO. Vì vậy, khi thêm dung dịch A, cần tính toán trước sự gia tăng HCHO.
v) Duy trì tải trọng bể ở mức 0,15–0,25 ft²/L. Nếu tải trọng quá thấp, hoạt động của bể kém và quá trình mạ lỗ không tốt. Nếu tải trọng vượt quá 0,25 ft²/L, phản ứng diễn ra quá nhanh, dẫn đến hình thành hạt đồng và gây ra việc sửa chữa lại hoặc phế liệu. Lúc đó, cần lọc bể ngay lập tức. Trong sản xuất, bể đầu tiên nên sử dụng một Bảng đồng Để kích hoạt quá trình mạ. Điều này giúp các lớp mạ sau phản ứng tốt hơn. Nó đảm bảo lớp đồng không điện phân dày đặc trong các lỗ và độ phủ cao hơn.
Đề xuất: Để duy trì sự cân bằng và ổn định của các thông số này, hãy sử dụng máy định lượng tự động để thêm dung dịch A và B vào bể mạ đồng không điện. Điều này giúp kiểm soát các thành phần hóa học tốt hơn. Ngoài ra, hãy sử dụng hệ thống điều khiển nhiệt độ tự động để duy trì nhiệt độ ổn định cho dây chuyền mạ đồng không điện.
Màng ướt hoặc mực còn lại trong lỗ gây ra hiện tượng không mạ lỗ:
a) Khi in lưới phim ướt, in một bảng rồi cạo lưới. Điều này đảm bảo lưới không bị đọng mực. Thông thường, điều này ngăn không cho phim ướt còn lại bên trong các lỗ.
b) Khi in lưới phim ướt, hãy sử dụng lưới có mật độ 68–77T. Nếu sử dụng lưới sai, ví dụ ≤51T, phim ướt có thể rò rỉ vào các lỗ. Trong quá trình phát triển, lỗ có thể không sạch. Trong quá trình mạ, lỗ sẽ không được mạ kim loại và bạn sẽ không có lớp mạ lỗ. Nếu lưới quá cao, phim ướt có thể quá mỏng, và trong quá trình mạ, lớp chống mạ có thể bị phá vỡ bởi dòng điện. Điều này dẫn đến nhiều chấm kim loại hoặc thậm chí ngắn mạch giữa các đường dẫn.
Sự ăn mòn vi mô quá mức (làm nhám quá mức) gây ra hiện tượng không mạ lỗ:
a) Nếu ban quản lý sử dụng quá trình ăn mòn hóa học vi mô trước khi tạo mẫu đường dẫn, cần kiểm soát nhiệt độ, nồng độ và thời gian của dung dịch. Ngược lại, nếu lớp đồng trong các lỗ mạ quá mỏng, quá trình ăn mòn vi mô có thể làm tan chảy lớp đồng và gây ra hiện tượng không mạ được lỗ.
b) Để cải thiện độ bám dính giữa các lớp, các quy trình tiền mạ sử dụng phương pháp ăn mòn hóa học vi mô. Do đó, cần kiểm soát tốt nhiệt độ, nồng độ và thời gian ăn mòn vi mô. Nếu không, điều này cũng có thể gây ra hiện tượng không mạ được lỗ.
Không có lớp mạ lỗ do vấn đề trong quá trình mạ điện:
a) Khi tỷ lệ khung hình (độ dày so với đường kính) lớn (≥5:1), bọt khí có thể hình thành trong lỗ. Điều này là do rung động không đủ để làm không khí thoát ra. Quá trình trao đổi ion không diễn ra hiệu quả. Lỗ đó không mạ đồng hoặc thiếc tốt và bạn không có lớp mạ lỗ.
b) Khi tỷ lệ khung hình lớn (≥5:1), nếu quá trình làm sạch trước khi mạ không loại bỏ được lớp oxy hóa trên thành lỗ, trong quá trình mạ điện sẽ xảy ra hiện tượng kháng mạ. Lỗ sẽ không mạ đồng hoặc thiếc tốt, hoặc lớp đồng/thiếc mạ được sẽ rất mỏng. Trong quá trình ăn mòn, lớp đồng mỏng trong lỗ có thể bị loại bỏ và gây ra hiện tượng không mạ được lỗ.
Mũi khoan đốt lỗ hoặc bụi làm tắc lỗ và gây ra hiện tượng không mạ lỗ:
a) Nếu tuổi thọ của dụng cụ khoan không được cài đặt chính xác hoặc mũi khoan bị mòn nghiêm trọng (có vết nứt hoặc không sắc bén), thì ma sát trong quá trình khoan sẽ sinh nhiệt. Thành lỗ bị cháy và không thể được phủ bằng đồng không điện phân, do đó quá trình mạ lỗ không diễn ra.
b) Nếu hệ thống hút bụi yếu hoặc thiết kế hệ thống loại bỏ bụi không tối ưu, bụi có thể làm tắc các lỗ trong quá trình khoan. Trong quá trình mạ đồng không điện, các lỗ bị tắc sẽ không được mạ đồng và bạn sẽ không có lớp mạ trên các lỗ.

